 第21届天津工博会3月6-9举办 近1000家展商携4000余款智能化产品惊艳参展
第21届天津工博会3月6-9举办 近1000家展商携4000余款智能化产品惊艳参展
消息类文章 | 2025-02-14 10:54:24评论
第21届天津工博会3月6-9举办 近1000家展商携4000余款智能化产品惊艳参展消息类文章 | 2025-02-14 10:54:24评论
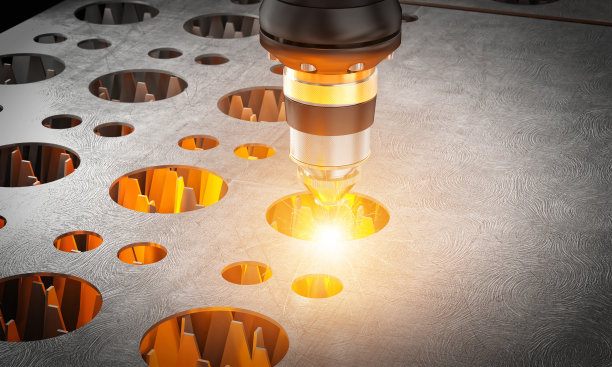
数控定位打点法:用一块平整光洁的白色硬纸板,平铺在工作台上面,激光切割头设定在其上方,聚焦镜距离纸板的高度比聚焦镜的焦距尺寸偏小约10mm位置,比如聚焦镜的焦距是127mm,则将聚焦镜设定在距离纸板大约117mm。数控系统设定切割头沿X轴或者Y轴每10mm移动一次,每次移动的同时Z轴上升1mm,可以设定20次连续移动的距离。每次移动到位时,用20次共打孔20个,Z轴高度升高20mm。观察这20个孔,可以发现孔的直径是从大到小,然后又从小到大竹简变化的。找到孔径最小的位置就是焦点位置,把这一点记录下来。测量在这个位置时纸板距离镜片的距离就是实际的激光束焦点位置。
知识类文章 | 2019-07-24 17:03:52评论

样板图是绘制一幅新图形时,用来给这个新图形建立一个作图环境的一个样本。其中包括层,每一层的线形,颜色,标注时字的大小,字的纵横比,箭头大小,绘图范围等一些限制设置。样板图中甚至还可以包含一些通用的图形,如图框,标题栏,粗糙度符号等,凡是公用的参数,图形等都可以放在样板图中。
知识类文章 | 2019-07-24 15:24:00评论
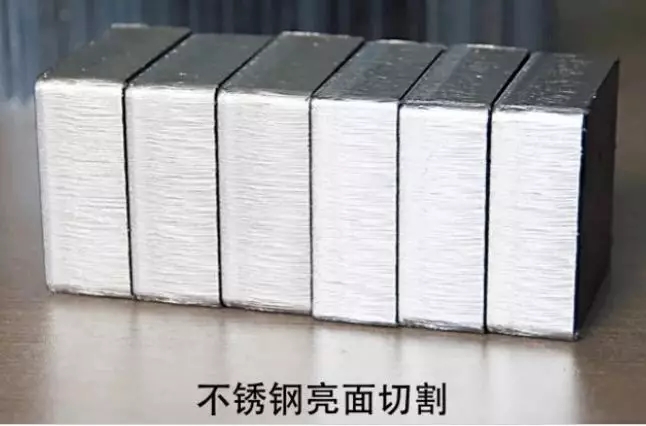
在CO2激光切割时代,激光的最大功率限制在6000W以内,早期光纤激光切割板材的厚度也局限于碳钢20mm以内,不锈钢12mm以内,更厚的材料还是采用精细等离子、线切割或水刀切割等传统加工工艺。万瓦级光纤激光切割对钣金加工领域首当其冲的革命性改变,就是对不同材料可加工厚度的不断提升,铝合金板材可达40mm,不锈钢板材可达50mm,随着12kW和15kW光纤激光切割机的陆续推出,材料切割的厚度极限还会继续被打破,除了切割厚度的提升,万瓦级激光切割在中薄板领域的切割效率也是倍数级提升。
知识类文章 | 2019-07-24 14:19:18评论


刀具磨损是切削加工中基本的问题之一。了解刀具磨损的形式和原因,可以帮助我们在日常作业中延长刀具使用寿命,避免施工异常。在了解过刀具的不同组成部分以及刀具的最佳磨损案例之后,今天,我们将跟大家分享一些具有实用价值的刀具不良磨损的案例及应对措施。
MFC转载 知识类文章 | 2019-07-24 13:31:05评论

常用的不锈钢板材分为201和304两种型号,实际是是成分不同,304质量好一些,但价格贵,201差一些。304为进口不锈钢板,201为国产不锈钢板。
知识类文章 | 2019-07-24 10:55:41评论
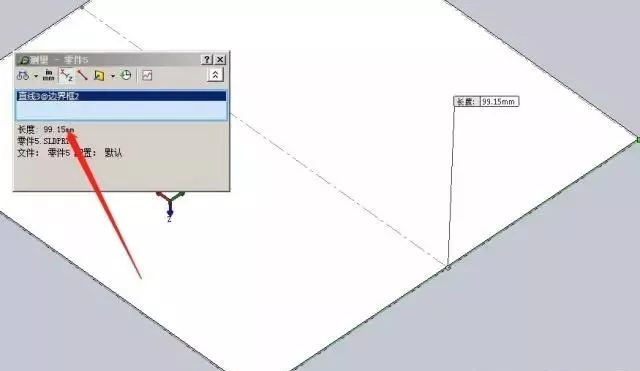
K因子是solidworks钣金折弯参数中最好用的,90度折弯和非90度折弯都可以用。可是实际使用中我们并不知道K因子数值应该设置为多少。前面我说过K因子设置时,和折弯半径有关,但是这个关系我们并不知道是什么。今天我研究出来一个新方法,将K因子设置为一个定值,不管厚度为多少,都可以很方便的计算出折弯系数,展开长度也很准确。可以算是折弯系数最简单的使用方法了。
知识类文章 | 2019-07-23 16:55:19评论

钢的含硫量不得超过0.05%;一般钢中含磷量限制在0.0%以下。 所以硫磷含量是一很重要指标,碳素结构钢和优质碳素结构钢就是根据它划分的: 硫,磷含量皆不超过0.04%的钢,称为优质钢; 硫含量不超过0.03%,磷含量不超过0.035%的钢称为高级优质钢; 硫磷含量各不超过0.025%的钢称为特级质量钢。
知识类文章 | 2019-07-23 16:52:00评论
3D打印技术在我国医疗行业的应用始于20世纪80年代,*初主要用于立体医疗模型的制造。随着精准化医疗和个性化医疗的发展,3D打印技术在医疗行业的应用日趋广泛,从立体模型、手术器械到活体移植组织、人体脏器,再到药物,3D打印技术逐步走向成熟。
知识类文章 消息类文章 MFC转载 | 2019-07-23 13:29:37评论

美国汽车研究中心(Center for Automotive Research,CAR)发布的车顶轻量化研究旨在突出混合材料减少质量的可能性。
知识类文章 MFC转载 | 2019-07-22 08:25:22评论

随着汽车轻量化及碰撞安全防护要求的不断提升,热成型钢在汽车上的应用日益增多。作为车身轻量化的先行者,奥迪第十款ASF(Audi Space Frame)车身结构,即全新一代奥迪A8(D5)已经从之前的“全铝车身”转变为“钢铝混合”车身,其中钢材的应用几乎均为热成型钢。在D4中热成型钢仅应用在B柱位置,在D5中应用范围扩展到了A柱、门槛梁以及前雪橇板。
知识类文章 | 2019-07-16 09:05:06评论
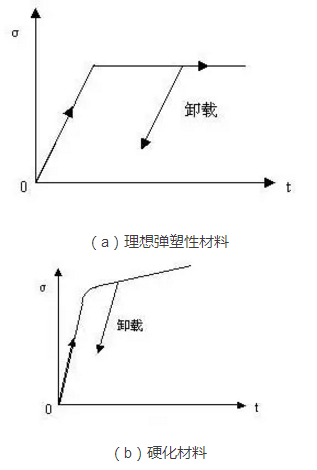
冲压成形发生塑性变形,同时也发生了弹性变形。成形负荷卸载后,零件便会产生一定回弹。回弹是在板料成形后,成形件从模具中取出后必定会产生的变形,会影响零件最终形状。回弹量大小直接影响工件的几何精度,同样也是工艺中很难克服的成形缺陷。
知识类文章 | 2019-07-15 13:41:51评论
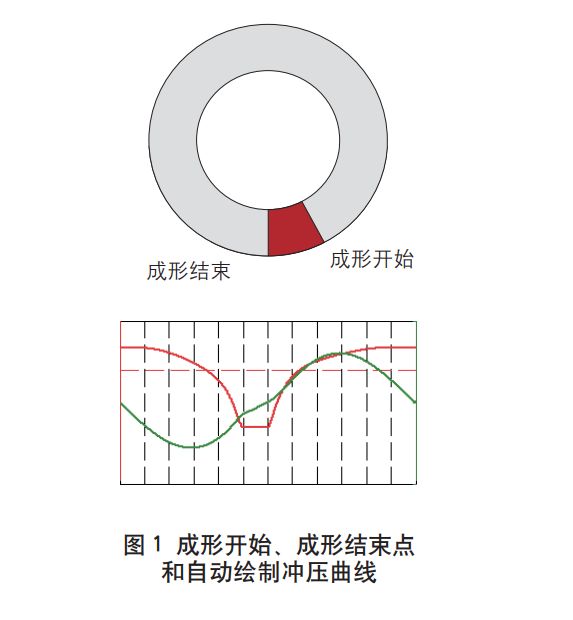
通过对整个系统各个部分考虑,结合压机、模具和送料系统以及特殊冲压工艺四个方面,使得规划出来的曲线能充分利用系统中的各种边界条件,得出最高的生产效率。
知识类文章 | 2019-07-15 09:45:13评论

在当今的汽车产业中,焊接是一个关键的环节,采用恰当的焊接方式可以进一步提高车身抗碰撞能力,降低车身重量、造车本钱和油耗以及简化总装工序等优势。目前,汽车采用的焊接一般是点焊,最高级的是“激光焊接”,虽然成本较高,但是物超所值。
知识类文章 | 2019-07-12 13:31:22评论

结合汽车覆盖件模具的实际 应用特点进行了研究分析,设计了一种可以实现自动调节导柱/导套间隙的模具导向结构和开发方案,消除因加工精度、装配 精度、机床误差等因素造成导柱单偏的质量顽疾,提高了模具的品质和客户满意度。经实际生产验证,该结构和开发方案简单有效,操作便捷,对汽车覆盖件的 类似模具开发中有一定的参考作用。
知识类文章 | 2019-07-09 08:44:44评论

其他 | 2019-07-05 09:33:19评论

《金属板材成形》杂志——2017年第五期2019-07-01 16:00:07

《金属板材成形》杂志——2017年第三期2019-07-08 13:20:12

《金属板材成形》杂志——2018年第七期2019-07-02 08:50:30

《金属板材成形》杂志——2017年第六期2019-07-01 16:04:15

《金属板材成形》杂志——2018年第一期2019-07-04 11:22:54

《金属板材成形》杂志——2018年第二期2019-07-01 16:29:30

《金属板材成形》杂志——2018年第三期2019-07-01 16:46:48

《金属板材成形》杂志——2018年第四期2019-07-01 17:01:36


