高功率激光切割机厂家宏山激光科普高功率亮面切割技术
文 | 宏山激光市场部
什么是“高功率亮面切割技术”?
亮面切割技术能够在高功率切割的 基础上带来切割效率、切割精度提升, 实现更优质的切割断面效果的同时,降 低工件加工的能耗与成本。可以说,亮 面切割技术的研究是高功率切割实际应 用上的一次进阶。

普通沙面



纯亮面
高功率亮面切割技术的优势都体 现在哪里?
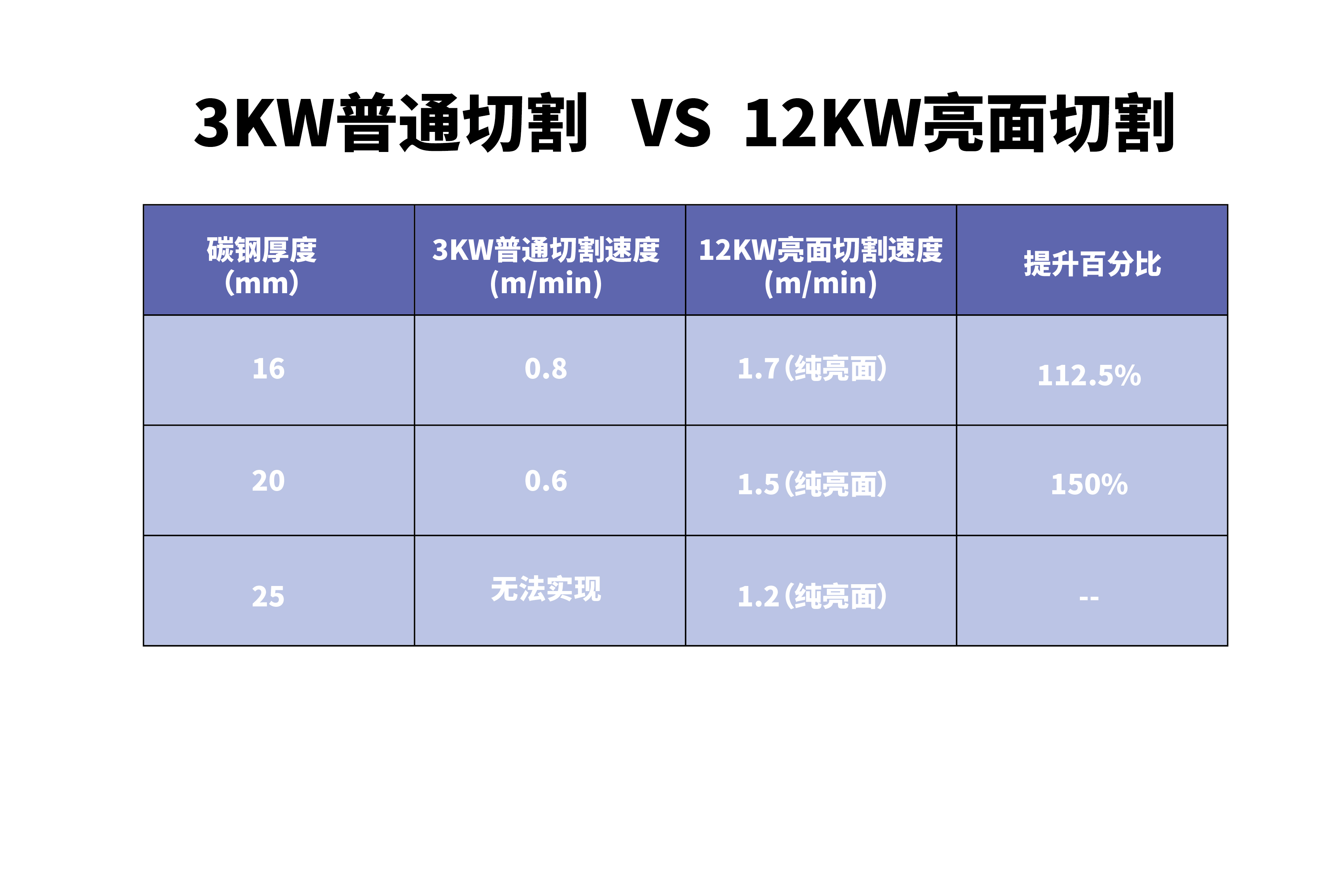
在实现亮面切割工艺最佳切割效果 的同时,其切割效率也得到了质的飞跃。 最直观的便是设备在高功率亮面切割与 中功率普通切割时,单位时间内所能切 割的断面长度对比。以碳钢板高功率切 割的常用厚度为例:
大幅降低切割锥度及断面粗糙度
在我们日常进行厚板切割时,都会 遇到两个问题:1. 锥度导致工件形状的 “走样”;2. 断面粗糙有毛刺,需二次 打磨。而高功率亮面切割技术却能轻而 易举地一次性解决这些难题。需要说明 的是:亮面切割的最小锥度可以达到 5 丝以内,并且切割断面光滑基本看不到 纹路。这是普通切割无法比拟的。
实力浓缩切割能耗成本
使用小型喷嘴,运用较小气压即可 实现亮面切割并带来优质的切割效果。 但普通切割则需要将切割功率做调节并 把喷嘴切换成大口径喷嘴才能完成同等 切割任务,且效果与亮面切割仍存在较 大差距。
相比之下,亮面切割在单位时间内 所消耗的氧气比正常切割要小的多,实 力浓缩了气体成本,在提高切割质量的 同时降低了生产成本。
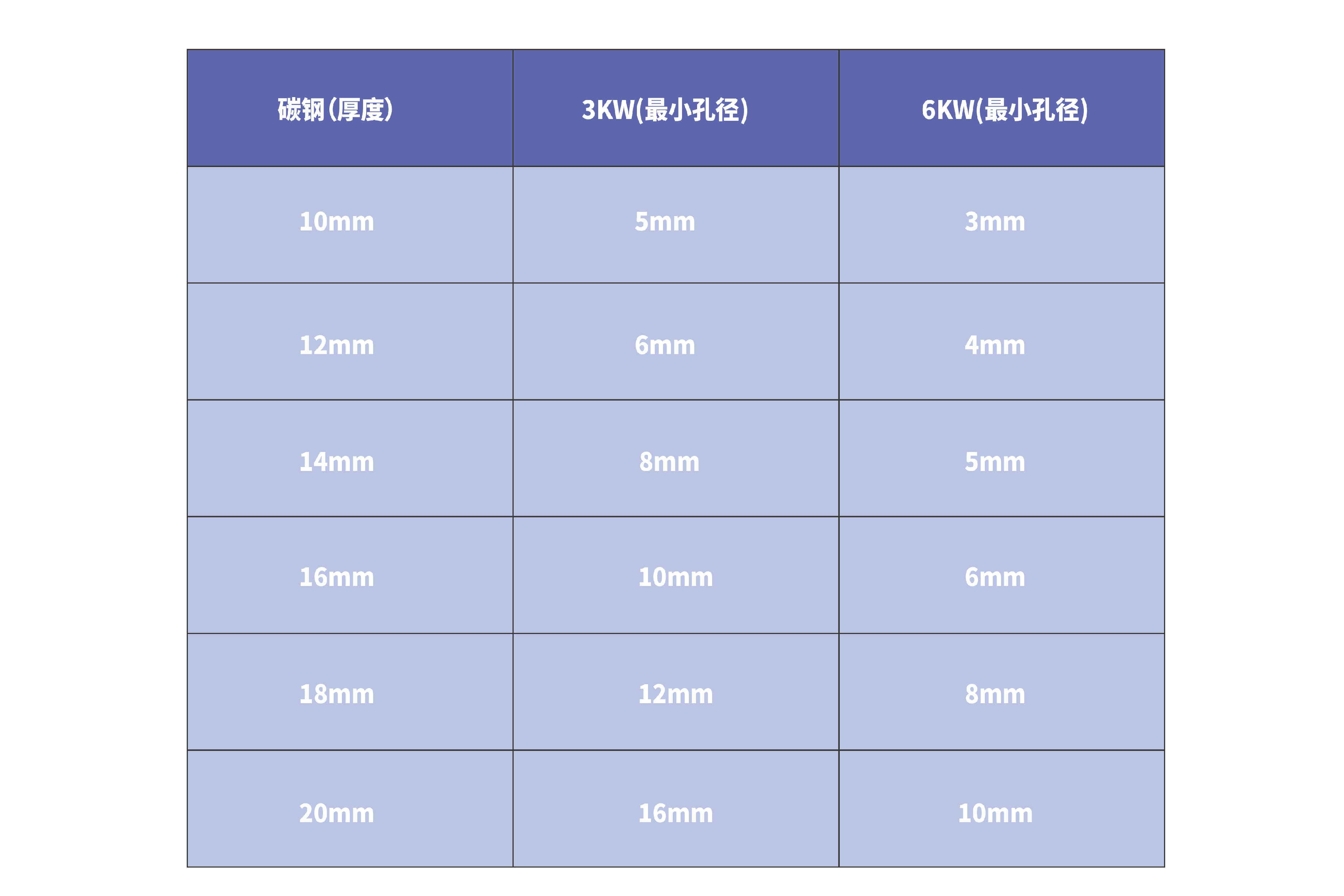
实现极小孔的切割
中低功率普通切割碳钢板——小孔 加工范围的比例是 0.5(切割厚度与可 实现切割的最小孔径之比)。而随着板 材厚度的增加这个比例会随之增加,在 实际切割过程中也会存在不稳定性。
高功率亮面切割碳钢板——可忽略
切割过程中的不稳定性,并突破上述比 例极限。换句话说:只要是在亮面的范 围内,小孔加工范围的比例可以缩小到 0.3 左右(正常板厚 4mm 在以上)。
攻克尖角切割难题
在普通切割直角、锐角或尖角时容易出现灼烧变形的情况,导致工件切割 的不美观,而亮面切割却可以解决尖角 切割时灼烧的难题,实现更优质的切割 效果。
说到这里,相信大家已经对高功率 亮面切割技术是什么,切割断面效果如何?优势又有哪些有了更深入的了解 了。宏山激光致力于为全球用户提供激 光智能装备解决方案的高新技术企业, 专注于激光智能装备制造领域,可提供 激光切割专业知识及行业资讯,欢迎关 注我们!





相关阅读: MFC平台首发原创
- 折弯自动化加工设备的新方向——数控板料折边机 FB2516A2019-12-20
- 日本制造企业的正在进行哪些智能化升级?2019-07-04
- 浅谈铝合金板冲压工艺技术2019-12-20
- 预见 2019:《中国 3D 打印产业全景图 谱》(附现状、2019-12-20
- 协易在TIMTOS2019上发布SEYI 智慧冲压解决2019-12-27
- 高功率激光切割在钣金加工领域的应用2019-12-20
声明: 本网站为冲压和钣金业内信息集合和展示平台,欢迎不同的声音和观点,为行业人士提供参考,文章并不代表MFC的观点。书面刊用本站及MFC《金属板材成形》的原创文章,必须获得MFC的书面授权;电子平台转载,则必须注明作者和出处,对于盗版、冒名和不注明出处等行为以及由此产生的负面后果,MFC保留追究的权利。
图片新闻








品牌展厅365天全天候线上展厅

推荐专题
- 一周热点
- 月点击榜
- 1MFC《金属板材成形》杂志 2024年广告征订(24)
- 2钢板表面涂油对冲压的影响及控制方法(26)
- 3 云车间——钣金共享智造工业互联网平台(30)
- 4金属锻造技术的起源及发展史(35)
- 5钣金折弯圆弧展开精准计算!(44)
- 6钣金折弯半径跟板厚度之间的关系(图文对比)(49)
- 7热冲压用钢22MnB5 回火组织与性能分析(50)
- 8热镀锌钢板锌层冲压脱落的原因分析(51)
- 9国内精冲钢产品的生产现状和发展趋势(58)
- 10【MFC推荐】天生无畏 卓而不凡 I D-Tube 520重载型专业激光切管机(121)


