冲压行业有哪些技术和工艺值得关注?上
文|刘明星 李建 王思杰
本系列文章将简要介绍国内外的一些有特色的技术和工艺,有些已经出现多年,但是没有广泛应用,还 不为业内广泛知道。希望本文提供一个索引,供有兴趣的零部件、设备和主机厂及相关研究人员进一步了解,能 够丰富工艺选择。MFC 在微信和今日头条平台 ( 金属板材成形)上展示了大量国内外的视频,能更加直观地展 示这些技术。
激光开卷落料线替代压力机开 卷落料
金属板材在进入冲床之前需要进行 落料,即根据冲压件的最终形状,把金 属板材用压力机、剪板机、定长剪切机 之类的设备切成几何形状,然后进行冲 压。这个落料过程可以由钢材配送中心 代劳,也可以由冲压企业自行完成。汽 车主机厂及大的冲压厂一般用机械压力 机自行落料,但需要投资占地较多的压 力机和各种落料模具。

用激光设备替代压力机落料的想法 早在 2000 年左右就由美国人提出来, 但是当时占主导地位是二氧化碳激光, 并不能满足大批量的切割负荷,切割效 率不能满足冲压的大规模生产需求。这 个构想一直等到光纤激光技术成熟之后 才开始在产业中应用,大约在 2010 年 左右,美国的 Automatic Feed Co. in Napoleon, Ohio 公司投入实际应用。
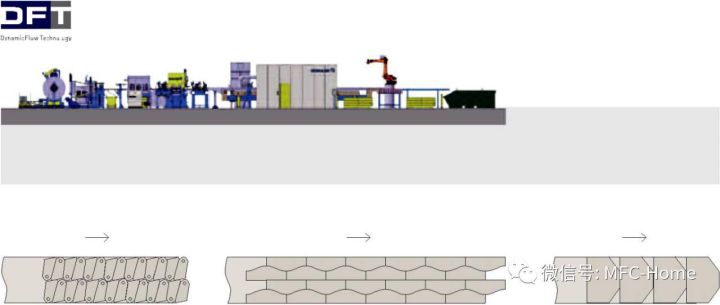
汽车生产强国德国和日本也很快开始尝试这项技术,其中重要的原因 之一,用激光落料高强度以及表面质 量要求高的金属板材比压力机更有优 势。2015 年戴姆勒公司为其在库彭 海姆的梅赛德斯奔驰工厂订购了两条 舒勒激光落料线。为保证落料效率, 该生产线应用了舒勒的动态流技术 (Dynamic Flow Technology), 可以对移动的材料进行高速切割,而 且不需要地坑和复杂的压力机基础。 该激光落料生产线采用三个并行的激 光头,可切割厚度为 0.8 至 3 厘米、宽度达到 2150 厘米的落料。
同年 10 月,本田(Honda)的在 日本的 Yorii 工厂安装了一款用于批量 生产的无模智能激光落料系(ILBS), 实现了批量生产,主要开发出三种关键技术:高速激光切割、高加速的 H 型 龙门架系统,以及连续进料的输送系统。
激光开卷落料线尤其适合于多品种 小批量产品的生产应用,只需要切换程 序就能完成,这样就不需要频繁地更换 模具,相关的模具维护和模具储存费用 都完全避免了。配备激光落料的生产线 能够加工最广泛的料片材料,如铝或高 强度钢并确保高水准的产品质量,甚至 能加工表面要求高的外覆盖件。激光下 料还能提高材料利用率,使得下料的形 状尽可能接近零部件的最终形状。国内 的大族激光等企业也在进入这个领域, 取代部分落料压力机的需求。
铝合金板成形
汽车轻量化是各大车厂努力的方向, 不仅仅是为了降低油耗,一旦用上高强 钢,甚至铝合金,给消费者的感觉就是这车的档次和时尚感上来了,比如特斯 拉和捷豹都把全铝车身作为重要卖点, 满足时尚前卫的有钱人的身份识别需求。 同等体积和容量下,铝合金汽车减 低汽车自重,降低了重心,铝轮毂强度 大,可以把辐条设计更小,空洞更大, 转动惯量小,制动散热快,加速快,提 高了操控感和舒适感。铝材的吸能性好,在碰撞时能够吸收更多的动能,减轻对 乘客的伤害。另外铝的循化利用率非常 高,损坏只有 5% 左右。
除了车身和轮毂,底盘、防撞梁、 地板、动力电池、电机驱 / 传动总成 和座椅等环节都在优化使用铝材成形, 这也是铝合金成为业内最热话题的原因。
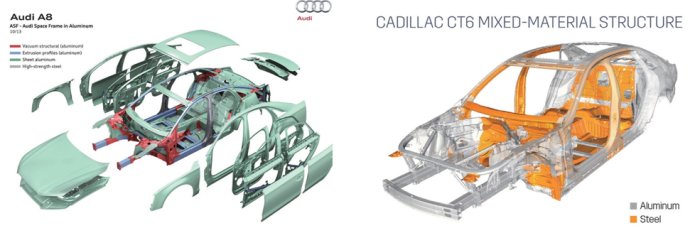
玩车的比较熟悉的奥迪 A8L Hybird,使用了全铝车身框架结构 (ASF)车身,整备质量 2035kg, 是 同类大型混动豪华车中最轻的。
还有就是凯迪拉克的 CT6 车型,在 上海的金桥工厂生产,和奥迪 A6、奔驰 E 系列、沃尔沃 S90 同级别的车型,据 称用到了 11 种材质来制造车身,其中铝 材占比超过 57% ,凯迪拉克 CT6 车厂近 5.179 米,整备质量在 1655~1975 公斤之间,白车身重 量只有不到 380 公斤,比相近尺 寸的同类车型大 约轻 100 公斤。
目 前,在 中国全铝车身 领域名气最盛 的是常熟奇瑞 捷豹路虎生产 的 捷 豹 XLF 他 们和铝材巨头 诺贝丽斯合作,据称车身铝合金应用 比超过 75%。冲压采用了两条伺服冲 压线,最快节拍做到 20 件每分钟,自 动化率高达 90%。其中冲压一线是日 本会田提供的 5 台伺服冲床生产线,单台最大吨位为 2500 吨,可以兼容 冲压钢材和铝材,满足不同车型并线 生产。
铝合金延展率低、屈强比较高、r 值小,冲压成形难度高,次品率高,需 要很高的模具加工能力和检测能力。另 外铝合金化学性质活跃,表面有致密的 氧化层,传统的点焊、激光焊很难实现 稳固的焊接,铝激光钎焊、铝电阻焊接、自攻螺接和自冲铆接等先进的链接方式 在铝铝、铝钢焊接中广泛应用。
MFC 经常接到业内人士的咨询, 想了解铝合金成形及焊接的技术资料或 者论坛,打听了一圈,才发现这是一个 很热门的题材,几乎锻造和冲压领域的 先行者都在攻克各个难题,对技术的封 锁很严格,技术人员的对外交流实质性 的干货都是点到即止。
相信随着更多的人投入到铝合金 领域 来,成本将逐渐降下 来,就像 高强钢一样在中低档车上也能普及, 同时也逐步降低铝车身高昂的维修费用。
无模渐进成形
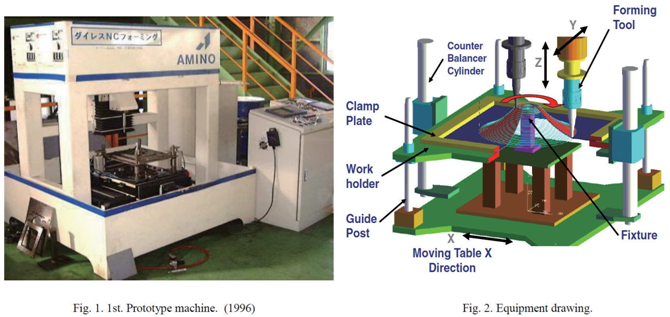
无 模 渐 进 成 形 理 论(Dieless NC Forming) 是 日 本 的 松 原 茂 夫 Matsubara教授在 1990 年代提出来, 并由日本网野 AMINO 公司在 1996 年 推出第一代的无模成形机,1998 年推 出无模成形的 CAM 软件,并不断完善 演化。这项技术主要是用来做小批量品 种的打样和生产。截止 2014 年,网野 公司总共生产了 30 多台无模成形机床, 制作了 3000 多种用于研发的零部件。
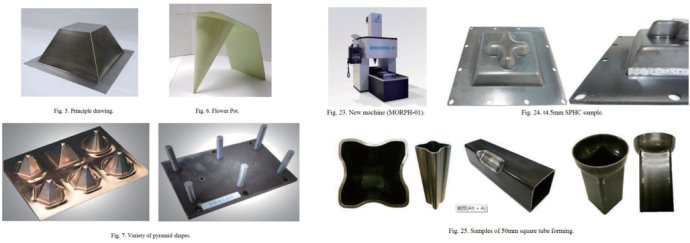
这个技术是怎么样的呢?通过图 片,很容易看懂,金属板材四周被夹钳 牢牢固定在一个平台上,板材下面垫着 柔软的塑料或者木头。平台携带着板材可以在 X-Y 方向移动,平台中央上方固 定的数控滚头可以在 Z 轴上下移动。X-Y 平台和 Z 轴的滚头各自独立运动,由软 件控制板材平移和滚头上下运动的路线。 整个原理和 3D 打印的原理非常类 似,实际上由一层一层的 2 维加工,累积成 3 维的变形效果,达到类似于 冲压拉伸的工件,但是表面没有冲压件 那么光滑,因为会有一道道滚痕。这项 技术广泛用于快速制造原型和小批量成 品,一个月能加工 1~500 多件。随着 技术的进步,表面的滚痕越来越不明显。 原理虽然很好懂,但是实际加工中的如 何加工不同材料、如何防止反弹需要大 量的数据积累。
这种成形方式最大的优点是避免了 开模成本,加快了开发周期,CAD 改进 方便,适合快递加工各种复杂形状、小 批量、精度要求不太高的产品。与拉深 工艺不同,渐进成形的塑性区很小,仅 限于工具刀和金属面接触区域。金属变 薄是主要断裂模式,变薄的最主要参数 是成品的表面角度。这也造成表面角度 是限制成形的因素之一,比如过大角度 会造成过量变薄,有兴趣的读者可以用 Dieless NC Forming、AMINO 的关键 字,或者日文直接搜索技术文章和专利。 这项技术被中国无锡一家名叫无锡 市澳富特科技的公司攻克,研发出类似 的成形机械,接受客户的设计图,完成工艺设计,加工 0.1~5mm 的冷轧钢板、 铝板、铜板、钛合金板和不锈钢板,最 大型深高达 500mm。该公司给汽车制 造各种覆盖件、制造玻璃钢、滚塑等复 合材料模具、医疗器械、机床等各类设 备的外部复杂曲面外壳、医学的颅骨修 补和医用支架。MFC 和该公司的人员 接触过,该公司只提供零部件的外加工, 并不销售加工机械。
更多新工艺,请关注 MFC 的官网 或者微信公共账号:mfc-home。

相关阅读: MFC平台首发原创 知识类文章
- 折弯自动化加工设备的新方向——数控板料折边机 FB2516A2019-12-20
- 走进中国品牌主机厂——为你揭秘江淮汽车现代化的生产车间!2019-07-04
- 日本制造企业的正在进行哪些智能化升级?2019-07-04
- 浅谈铝合金板冲压工艺技术2019-12-20
- 浅谈铝合金板冲压工艺技术2019-12-20
- “中国芯”机遇何在 2019-12-20
声明: 本网站为冲压和钣金业内信息集合和展示平台,欢迎不同的声音和观点,为行业人士提供参考,文章并不代表MFC的观点。书面刊用本站及MFC《金属板材成形》的原创文章,必须获得MFC的书面授权;电子平台转载,则必须注明作者和出处,对于盗版、冒名和不注明出处等行为以及由此产生的负面后果,MFC保留追究的权利。
图片新闻








品牌展厅365天全天候线上展厅

推荐专题
- 一周热点
- 月点击榜
- 1【MFC推荐】激光焊接工艺有哪些?(25)
- 2钢板表面涂油对冲压的影响及控制方法(35)
- 3金属锻造技术的起源及发展史(35)
- 4 云车间——钣金共享智造工业互联网平台(38)
- 5钣金折弯圆弧展开精准计算!(50)
- 6钣金折弯半径跟板厚度之间的关系(图文对比)(56)
- 7热镀锌钢板锌层冲压脱落的原因分析(56)
- 8热冲压用钢22MnB5 回火组织与性能分析(56)
- 9国内精冲钢产品的生产现状和发展趋势(62)
- 10【MFC推荐】天生无畏 卓而不凡 I D-Tube 520重载型专业激光切管机(129)


