当前位置:MFC金属板材成形网 > 正文
【MFC推荐】钣金件折弯系数探讨
2019-11-04 15:16:34 来源: 网络
导读:
摘 要:钣金加工 中折弯成型是保证产品尺 寸公差的一个重要加工工位 ,故需要对折弯系数提前进行一个优化确定,保证产品质量。鉴于此,对钣金件折弯系数的理论计算、经验计算 、三维软件计算进行了对比分析。
关键词:折弯系数;理论计算;经验计算 ;软件计算
引言
成套电气设备制造中,钣金设计及加工主要是面 向电器箱体、柜体、箱柜的支架以及许多小批量的形状特殊的金属薄壁件,其制作过程一般要经过剪、冲、弯及后续焊接等工序。对于一般的箱柜设计,在考虑到电器散热和电气安装安全距离的情况下,箱柜的尺寸公差应按照国标执行;对于精度要求高的柜体 (如抽出式抽屉柜) ,则需要对钣金加工过程的每道工序进行公差控制 公司现有的钣金加工产品主要涉及高低压柜体、双层壳体箱式变 电站及少量桥架,对于大多数部件,尺寸公差按照国标执行,对于少量部件 ,则需要加强尺寸公差控制。由于公司现有设备加工精度不高,前期剪板测量方式多采用卷尺测量,为保证零部件尺寸满足国标公差 ,需要折弯成型这道工序来保证公差要求。
在钣金零件展开料计算时,工艺人员是按照经验确定板料展开延伸长度的,不同的算料方式可能对于尺寸要求高的零部件就无法保证精度要求。计算机三维软件应用对于钣金展开有一个精确的尺寸算法,随着公司对剪、冲、折三大钣金加工机械的数控化投入,高精度产品的开发和生产必将逐步进行,三维软件的应用可提高整个产品生产效率。本文将对钣金展开算料的理论计算、经验计算、三维软件计算的精度进行对比。
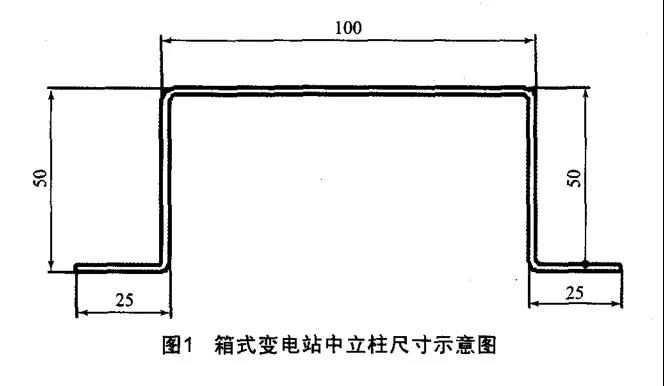
公司现有主要产品是箱式变电站及配套的内柜,现对箱式变电站产 品的中立柱进行一个举例演示(采用冷轧板 2) ,其尺寸示意图如图1所示。
 展开板料的理论计算
展开板料的理论计算
钣金折弯加工时,其内侧产生压缩,外侧产生拉伸,内侧的压缩 由内向外逐渐缩小,外侧的拉伸由外向内逐渐缩小,在接近板厚的中间位置时,变形接近于0。
在实际一线生产中,采用普通冷轧钢板,折弯角度为90°时,理论折弯系数大小取决于刀槽宽度V和钢板厚度T。
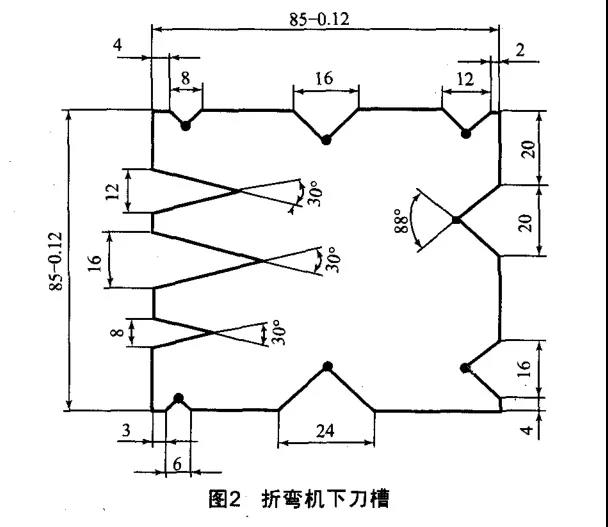 图2为公司现有折弯机下刀槽 ,如图所示 ,根据产品结构形式,折弯1.0 mm冷轧板采用刀槽宽度为8mm,折弯1.5mm冷轧板采用刀槽宽度为12mm,折弯2.0 mm 冷轧板刀槽宽度为 16 mm。
图2为公司现有折弯机下刀槽 ,如图所示 ,根据产品结构形式,折弯1.0 mm冷轧板采用刀槽宽度为8mm,折弯1.5mm冷轧板采用刀槽宽度为12mm,折弯2.0 mm 冷轧板刀槽宽度为 16 mm。
根据《钣金冲压工艺手册》得出折弯系数C 的计算公式为:
C=-0.075V+0.72T-0.01
式中,V 为折弯机刀槽宽度;T为冷轧板板厚。
根据公式得出:
C=-0.075 × 16+ 0.72 ×2 -0.01=0.23mm
采用图1的尺寸标注方式,板料展开计算公式为:
L = L1+L2+L3+ ⋯ +Ln-2 × (n-1) ×T+(n-1) ×C
根据理论公式计算展开尺寸:
L=100+50+50+25+25-2×(5-1)X2+(5-1)×0.23=234.92mm
展开板料的经验计算
现有车间对展开板料计算主要是取1.75的值,对于上述板料 ,展开下料尺寸为 :
L= 100+50+50+25+25-4 X 1.75 × 2= 236 mm
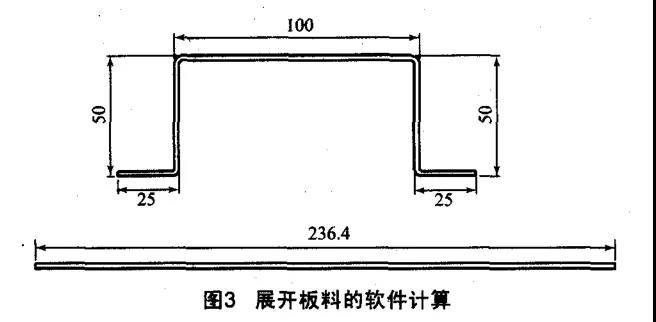
展开板料的软件计算
对于现有的软件,钣金制图主要采用的是CAD二维制图,在同一张图中进行多面表示,不能及时发现零部件 中的干涉。故选用具有三维软件功能的Solidedge图软件,该软件具有一个独立的钣金制图功能。利用三维软件对图1所示零件进行展开,展开尺寸为236.4 mm,如图3所示。
 结语
结语
综上所述,三种钣金折弯系数计算数据分别是234.92mm 、236mm、236.4 mm ,现有生产钣金下料尺寸确定为236mm ,加工尺寸能满足成型尺寸要求。因此,通过三维软件立体设计并进行展开板料计算,尺寸能完全满足实际生产需要,对中置式柜体等高要求柜型,能完全满足尺寸公差,同时可 以配合数控编程,大大缩短生产周期。
关键词:折弯系数;理论计算;经验计算 ;软件计算
引言
成套电气设备制造中,钣金设计及加工主要是面 向电器箱体、柜体、箱柜的支架以及许多小批量的形状特殊的金属薄壁件,其制作过程一般要经过剪、冲、弯及后续焊接等工序。对于一般的箱柜设计,在考虑到电器散热和电气安装安全距离的情况下,箱柜的尺寸公差应按照国标执行;对于精度要求高的柜体 (如抽出式抽屉柜) ,则需要对钣金加工过程的每道工序进行公差控制 公司现有的钣金加工产品主要涉及高低压柜体、双层壳体箱式变 电站及少量桥架,对于大多数部件,尺寸公差按照国标执行,对于少量部件 ,则需要加强尺寸公差控制。由于公司现有设备加工精度不高,前期剪板测量方式多采用卷尺测量,为保证零部件尺寸满足国标公差 ,需要折弯成型这道工序来保证公差要求。
在钣金零件展开料计算时,工艺人员是按照经验确定板料展开延伸长度的,不同的算料方式可能对于尺寸要求高的零部件就无法保证精度要求。计算机三维软件应用对于钣金展开有一个精确的尺寸算法,随着公司对剪、冲、折三大钣金加工机械的数控化投入,高精度产品的开发和生产必将逐步进行,三维软件的应用可提高整个产品生产效率。本文将对钣金展开算料的理论计算、经验计算、三维软件计算的精度进行对比。
公司现有主要产品是箱式变电站及配套的内柜,现对箱式变电站产 品的中立柱进行一个举例演示(采用冷轧板 2) ,其尺寸示意图如图1所示。
钣金折弯加工时,其内侧产生压缩,外侧产生拉伸,内侧的压缩 由内向外逐渐缩小,外侧的拉伸由外向内逐渐缩小,在接近板厚的中间位置时,变形接近于0。
在实际一线生产中,采用普通冷轧钢板,折弯角度为90°时,理论折弯系数大小取决于刀槽宽度V和钢板厚度T。
根据《钣金冲压工艺手册》得出折弯系数C 的计算公式为:
C=-0.075V+0.72T-0.01
式中,V 为折弯机刀槽宽度;T为冷轧板板厚。
根据公式得出:
C=-0.075 × 16+ 0.72 ×2 -0.01=0.23mm
采用图1的尺寸标注方式,板料展开计算公式为:
L = L1+L2+L3+ ⋯ +Ln-2 × (n-1) ×T+(n-1) ×C
根据理论公式计算展开尺寸:
L=100+50+50+25+25-2×(5-1)X2+(5-1)×0.23=234.92mm
展开板料的经验计算
现有车间对展开板料计算主要是取1.75的值,对于上述板料 ,展开下料尺寸为 :
L= 100+50+50+25+25-4 X 1.75 × 2= 236 mm
展开板料的软件计算
对于现有的软件,钣金制图主要采用的是CAD二维制图,在同一张图中进行多面表示,不能及时发现零部件 中的干涉。故选用具有三维软件功能的Solidedge图软件,该软件具有一个独立的钣金制图功能。利用三维软件对图1所示零件进行展开,展开尺寸为236.4 mm,如图3所示。
综上所述,三种钣金折弯系数计算数据分别是234.92mm 、236mm、236.4 mm ,现有生产钣金下料尺寸确定为236mm ,加工尺寸能满足成型尺寸要求。因此,通过三维软件立体设计并进行展开板料计算,尺寸能完全满足实际生产需要,对中置式柜体等高要求柜型,能完全满足尺寸公差,同时可 以配合数控编程,大大缩短生产周期。

相关阅读: MFC转载
- 折弯自动化加工设备的新方向——数控板料折边机 FB2516A2019-12-20
- 大族激光十年磨一剑20kw激光切割机在CIMT2019首发2019-12-20
- SIMM2019 金属成形区展后报道(下)2019-12-20
- SIMM2019 金属成形区展前预览2019-04-25
- 汉诺威米兰展览:促进钣金行业进步2019-12-23
- CIMES2020第十五届中国国际机床工具展览会北京5月举办2019-06-18
分享到:
声明: 本网站为冲压和钣金业内信息集合和展示平台,欢迎不同的声音和观点,为行业人士提供参考,文章并不代表MFC的观点。书面刊用本站及MFC《金属板材成形》的原创文章,必须获得MFC的书面授权;电子平台转载,则必须注明作者和出处,对于盗版、冒名和不注明出处等行为以及由此产生的负面后果,MFC保留追究的权利。
图片新闻








品牌展厅365天全天候线上展厅

推荐专题
- 一周热点
- 月点击榜
- 12024媒体计划(32)
- 2柯乐:提升竞争力的利器(37)
- 3钣金折弯圆弧展开精准计算!(40)
- 4热冲压用钢22MnB5 回火组织与性能分析(41)
- 5热镀锌钢板锌层冲压脱落的原因分析(43)
- 6JPMH 管理(45)
- 7国内精冲钢产品的生产现状和发展趋势(49)
- 8金属锻造技术的起源及发展史(52)
- 9钣金折弯半径跟板厚度之间的关系(图文对比)(64)
- 10【MFC推荐】天生无畏 卓而不凡 I D-Tube 520重载型专业激光切管机(123)
友情链接:
CIMES2020中国国际机床展 | MWCS数控机床与金属加工展 | 大族智能装备集团 | 扬力集团 | 普玛宝prima-power | 工业和信息化部 | 萨瓦尼尼salvagnini | 佛山市宏石激光技术有限公司 | 广东宏石激光技术有限公司 | 广东普电自动化科技股份有限公司 | 杰梯晞精密机电(上海)有限公司 | 瑞铁机床(苏州)股份有限公司 | 沧州领创激光科技有限公司 | 协易科技精机(中国)有限公司 | 扬力集团股份有限公司 | 会田工程技术有限公司 | 法格锻压机床(昆山)有限公司 | 江苏徐州锻压机床厂集团有限公司 | 扬州锻压机床有限公司 | 江苏启力锻压机床有限公司 | 江苏兴锻智能装备科技有限公司 | 常州市中安机械制造有限公司 | 舒勒(中国)锻压技术有限公司 | 温特斯泰格贸易(北京)有限公司上海分公司 | 天田(中国)有限公司 | 广东锻压机床厂有限公司 | 天津天锻压力机有限公司 | 杭州祥生砂光机制造有限公司 | 诺雷力(北京)贸易有限公司 | 北京力信联合科技有限公司 | 百超(天津)激光技术有限公司 | 济南邦德激光股份有限公司 | 奔腾激光(温州)有限公司 | 埃威迪(黄石)数控技术有限公司 | 广州百盛电子科技有限公司 | 东莞市力星激光科技有限公司 | 亚特兰传动技术(上海)有限公司 | 三菱电机自动化(中国)有限公司 | 嘉意机床(上海)有限公司 | 荷兰砂霸国际贸易有限公司 | 蔚来(上海)商贸有限公司 | 阿库矫平设备(昆山)有限公司 | 江苏亚威机床股份有限公司 | 佛山市根号科技有限公司 | 故城风动摩擦密封材料有限公司 | 宁波念初机械工业有限公司 | 嘉兴柏慕机电有限公司 | 三河同飞制冷股份有限公司 | 宁波中科莱恩机器人有限公司 | 百超迪能激光 | 德哈哈压缩机江苏有限公司 | 汉诺威米兰展览(上海)有限公司 | 苏州汇川技术有限公司 | 岸峰(上海)设计咨询有限公司 | 常州市中安机械制造有限公司 | 罗维特(天津)金属制品贸易有限公司 | 西阁玛软件系统(上海)有限公司 | 杰梯晞精密机电(上海)有限公司 | 沧州领创激光科技有限公司 | 江苏阿尔菲特科技有限公司 | 迅展机械(无锡)有限公司 | 优德精密工业(昆山)股份有限公司 | 西班牙法格塞达 | 汇川技术 | 河北睿高机器人科技有限公司 | 通快集团 | 德国斯德博驱动技术 | 柏楚电子 | 傲优机器人 | 深圳立德机器人 | 沃特杰特贸易(北京)有限公司 | BLM集团 | 苏州大匠激光 | 江苏阿尔菲特科技有限公司 | 扬州安特自动化科技有限公司 | KFM金德集团 | 广东普电自动化科技股份有限公司 | 维特罗伯特机械(苏州)有限公司 | 意大利萨瓦尼尼集团 | 扬州恒佳机械有限公司 | 大族超能激光 | 杭州祥生砂光机制造有限公司 | 上海研冲机电技术有限公司 | 德国柯乐机械制造有限公司


