伺服压力机冲压曲线五个工况优化设计
工况一
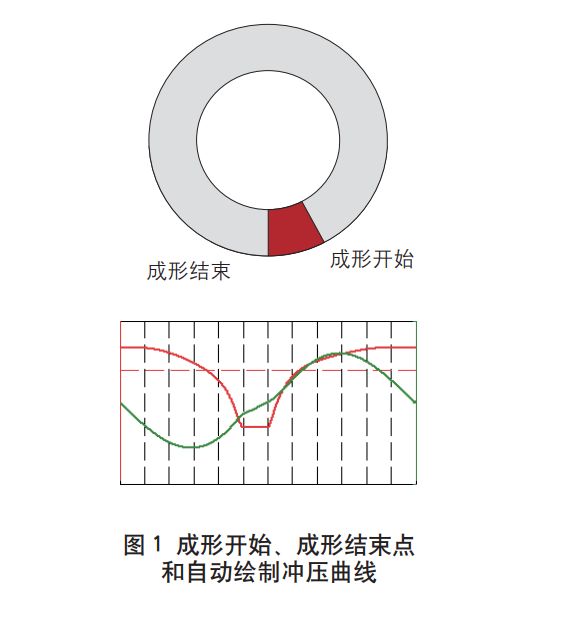
附带两个定义点的整周期模式
该工况主要适用于级进模方式,在一个冲压周期里,操作者只需要设定2个点的4个参数,成形开始点,即可模角度(与模具高度相关参数),合模速度(与材料特性相关参数); 成形结束点,即下死点角度,下死点速度。
自动绘制冲压曲线的特点是以适合材料成形的速度进行成形,成形结束后以偏心轮最大的加速度加速返回,在回程区的某一点以一定的减速度开始减速直到下一个冲压周期的成形开始点,在这个曲线中,要充分考虑电机的最大扭矩,电机的热功率,机械容许的最大加速度,最大的加加速的参数。
工况二
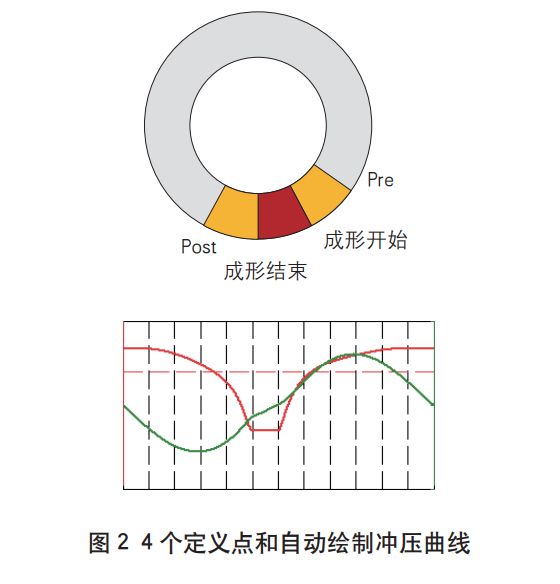
附带四个定义点的整周期模式
该工况适合于模具中带有弹簧等储能元件的冲压工艺,通过增加Pre、Post两个点的参数设定,能控制模具中储能元件的压缩和释放过程,降低对这些元件的冲击,延长其使用的寿命或维护周期,减少模具维护时间和降低模具维护成本。在4个点上,每一个点需要设定的角度和速度两个参数,这些参数都是与模具相关,通过试模方式得到,是工艺参数中必须设定的。
该曲线特点是以适合的材料成形的速度进行成形,成形结束后以模具内储能元件容许的加速度加速过post点让储能元件能量有序的释放,然后以偏心轮最大的加速度加速返回,在回程区的某一点以一定的减速度开始减速Pre点,然后以模具内储能元件容许的加速度加速到成形开始点。在这个曲线中,要充分考虑电机的最大扭矩,电机的热功率,机械容许的最大加速度,最大加加速参数。
该曲线在满足成形质量的前提下,降低对模具内储元件的冲击,并得到最大的冲压节拍。
工况三
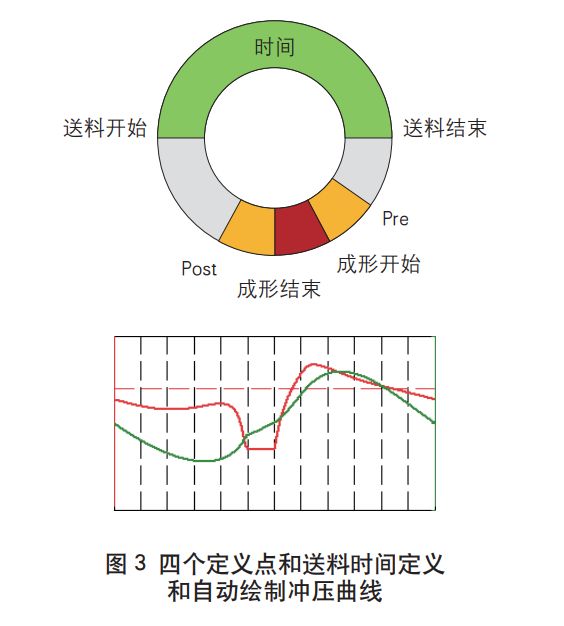
附带四个定义点和送料时间定义的整周期模式
该工况适合大型汽车外覆盖件的生产工艺,在大型汽车外覆盖件的生产线上,通常由3~6台压力机组成一条冲压线,压力机之间通过机器人或其他送料机构完成冲压件在压机之间的传递,在这种工况下,压机后面送料系统需要压机的打开角度,进入压机将完成工序冲压的冲压件取出并送至下一工序的压力机里,而压力机前面的送料机构需要在压机送料结束角之前将一工序的冲压件送入该压力机进行下一次冲压。
送料的起始角和终止角要确保压力机的滑块和送料系统的端拾器等部件不发生干涉碰撞。同时,由于送料系统在两台压力机之间需要时间进行传递,压力机需要对送料时间进行设定与送料系统匹配。
该工艺曲线中,送料起始角与终止角以及送料时间这三个参数是与送料系统相关,而另外4个点的参数与模具和材料相关,该曲线将压机、送料系统和模具相关联,又充分考虑整个控制系统的各种边界条件如速度、加速度和加加速度等,使得整条线发挥最大性能。
工况四
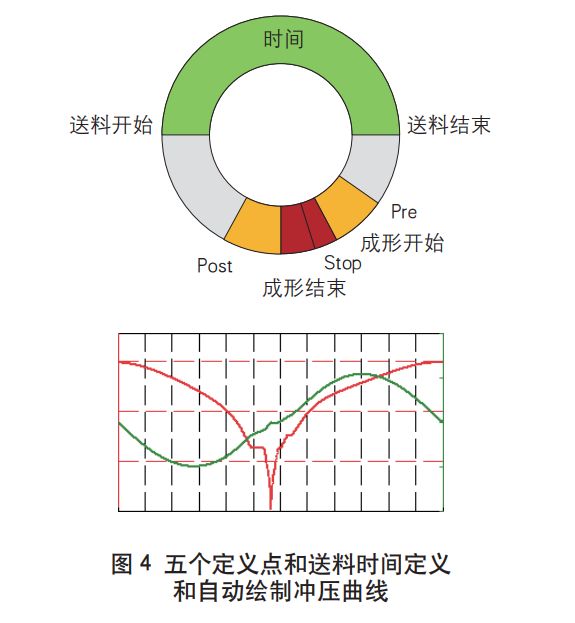
附带五个定义点和送料时间定义
该工况适合在成形过程中需要特殊工艺的应用场合,如大型铝板或高强度板的冲压过程,在成形区内增加一个点,在这个点上滑块速度为零,通过这个速度的变化完成特殊工艺要求,如增加一次拉伸高度等。
该工艺曲线对控制系统特别是伺服压力机的主电机和主驱动提出了更高的要求,正常情况下,主电机的扭矩在成形区内只提供成形能量,而在这种工况下,在成形区(红色区域)内主电机在提供成形能量的同时还需要提供压机整个运动部件减速和加速的能量,在设计时必须充分考虑。和工况三相比,该工况在冲压效率上有时不高。
工况五
钟摆模式
该工况适合冲压行程小,要求节拍快的一次冲压。和整个360度周期完成一次冲压相比,大大提高了生产效率。
该工况在成形区内可以最多增加30个点进行复杂的冲压工艺设定,例如多次冲压、静音冲压和震荡冲压等等。该工艺曲线中,优先考虑的是冲压特殊工艺。在这些特殊工艺中,需要每个点上设定角度、速以及停留时间。
通过对整个系统各个部分考虑,结合压机、模具和送料系统以及特殊冲压工艺四个方面,使得规划出来的曲线能充分利用系统中的各种边界条件,得出最高的生产效率。

相关阅读: 知识类文章
- 走进中国品牌主机厂——为你揭秘江淮汽车现代化的生产车间!2019-07-04
- 浅谈铝合金板冲压工艺技术2019-12-20
- “中国芯”机遇何在 2019-12-20
- 高功率激光切割在钣金加工领域的应用2019-12-20
- 创迈精密:世界精密拉伸工艺的领导者2019-12-20
- SIMM2019 金属成形区展后报道(下)2019-12-20
声明: 本网站为冲压和钣金业内信息集合和展示平台,欢迎不同的声音和观点,为行业人士提供参考,文章并不代表MFC的观点。书面刊用本站及MFC《金属板材成形》的原创文章,必须获得MFC的书面授权;电子平台转载,则必须注明作者和出处,对于盗版、冒名和不注明出处等行为以及由此产生的负面后果,MFC保留追究的权利。
图片新闻








品牌展厅365天全天候线上展厅

推荐专题
- 一周热点
- 月点击榜
- 1德国混合材料汽车零部件连接技术项目介绍(25)
- 2高通中国孟樸:看好汽车行业 未来5年自动驾驶将发展到L4级别(26)
- 3TOX 铆接工艺在空调钣金零件加工中的应用(29)
- 4深耕服务,关爱客户,我们在行动(37)
- 5钣金折弯圆弧展开精准计算!(41)
- 6 云车间——钣金共享智造工业互联网平台(42)
- 7钢板表面涂油对冲压的影响及控制方法(45)
- 8什么是激光焊接?(52)
- 9钣金折弯半径跟板厚度之间的关系(图文对比)(56)
- 10【MFC推荐】天生无畏 卓而不凡 I D-Tube 520重载型专业激光切管机(110)


