冲压成本 — 起落之间的数字艺术

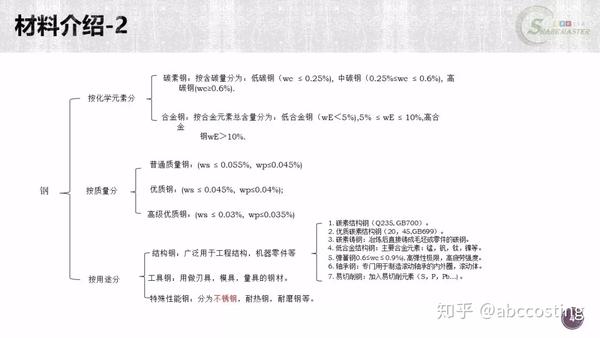
钢的分类方法常见有按照化学元素,质量等级,及用途三种分类方法。按化学元素分类中的Wc表示碳元素含量百分比,WE表示合金元素含量百分比,Ws表示硫元素含量百分比,Wp则表示磷元素含量百分比。以碳素钢为例,含碳量越高,表示该材料的屈服强度,抗拉强度越大,价格越高;合金钢的WE值越大则说明合金含量越高,价格也越贵。一般情况下,硫和磷在钢中通常都是有害元素,增加钢的热脆性及冷脆性,降低钢的延展性,塑性,对焊接也不利;因此Ws、Wp含量越低,表示钢的质量等级越高,价格也越高。
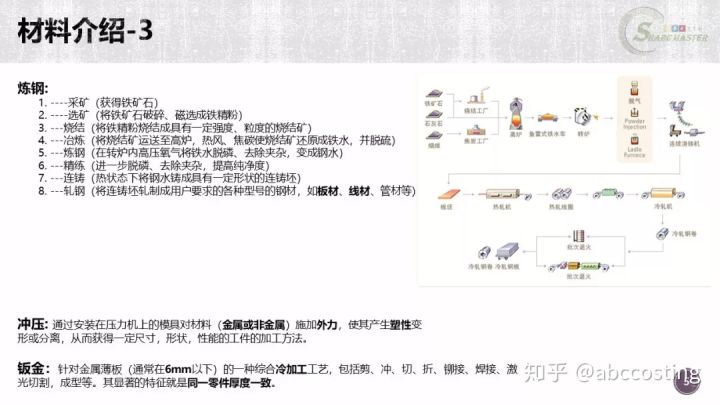
该页讲述了冲压材料是如何从原材料矿石变成钢卷的全过程。通过图片,可以看出热轧钢和冷轧钢的区别:相对于热轧钢来说,由于冷轧钢增加了退火工艺,且多了一道常温轧制工序,钢板表面不产生氧化铁皮,表面质量与尺寸精度较高,故同炉号的冷轧钢卷性能高于热轧钢卷,成本也略高。冷轧板以其良好的性能在越来越多的行业得到广泛应用。小钢厂的钢卷同大钢厂相比,表面质量,尺寸,生产过程中的工艺参数控制稳定性相对弱些,其价格普遍比大钢厂便宜。冲压工艺和钣金工艺两个概念是从业人员经常容易混淆的;区分这两个概念可以从适用材料,有无模具,产品厚度一致性等方面进行区分。
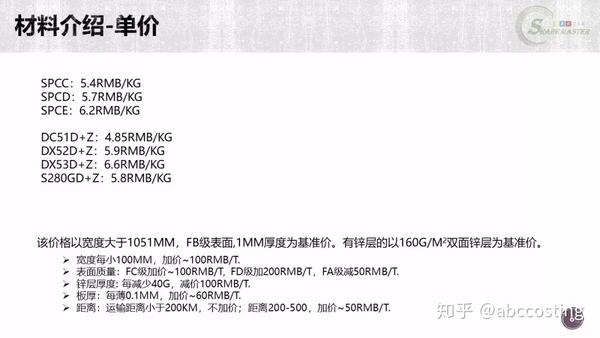
列举的价格为某品牌钢厂参考价格,上面三个是未镀锌的冷轧板单价,下面四个是镀锌板单价。材料单价受宽度、表面质量等级、锌层厚度、板厚以及运输距离的影响。
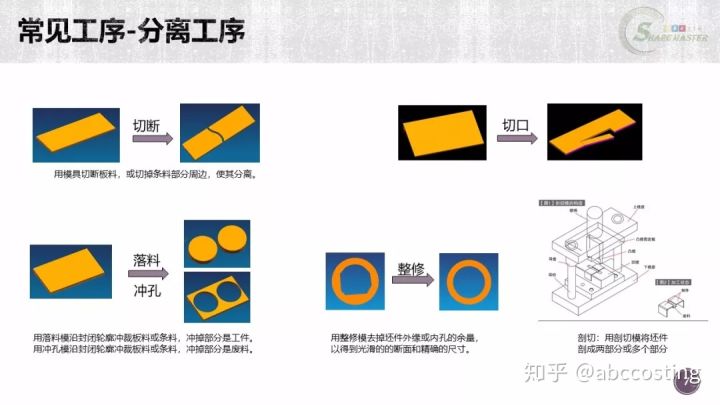
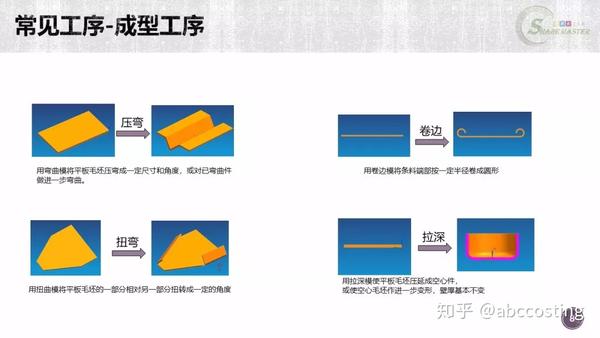
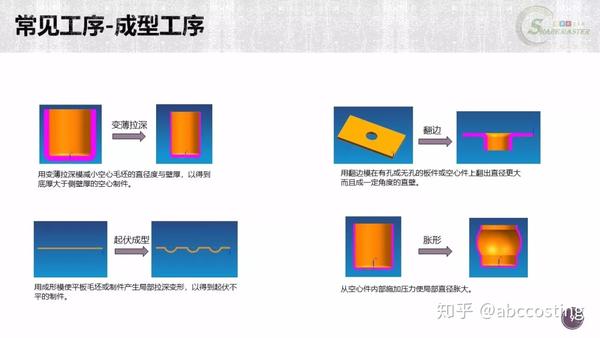
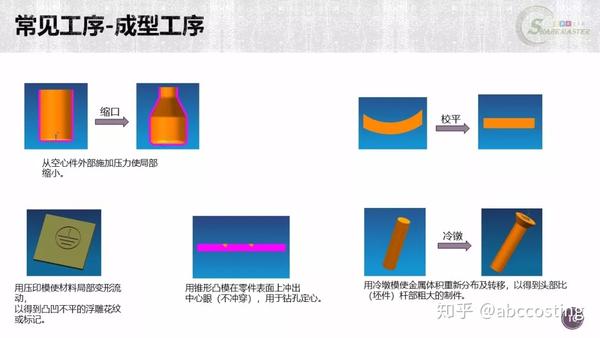
冲压件常见工艺有分离与成型两大类,每个类别里有各自细分的专有名称。国内外在分类与名称上不尽相同;国外比如,Blanking, Punching, Piercing, Parting;Curling, Seaming, Hemming。

设备为冲压件大批量生产时常用设备。机械压力机,液压机每分钟冲程数一般为20-70次,高速压力机则可达几百次。评估零件成本选择设备时不能一味选择高冲程数设备,而应结合产品大小,工序要求,人员操作节拍,进料速度等综合考虑。

设备(数控剪板机除外)在冲压件生产中一般作为小批生产时使用。数控冲床,数控折弯机因无需模具就可生产,对于量小的件能节省模具费。

通过节拍时间可以侧面评价一个企业的制造水平高低,较低的节拍时间意味着生产过程中的浪费较少,生产效率高。MTM方法可以作为制定标准工时的依据。节拍时间受多种因素影响:工序内容,人员,设备,模具,工作台,料框,现场布局等,如何降低这些因素的影响是各企业所应关注的重点。
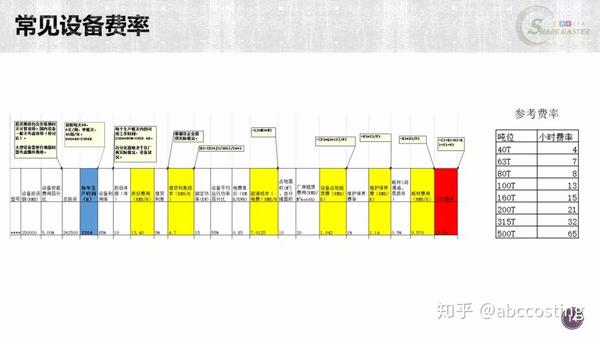
设备费率是计算加工费时的重要参数,受以下因素影响:设备总投资,折旧年限,借贷利息,占地面积,额定功率,平均运行功率指数,维保费用,耗材费用等。
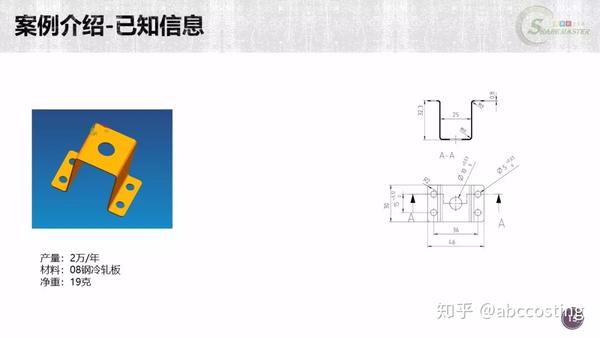
仅凭上述信息(2D/3D图纸,产量,材料净重)是否能够开始估算成本?答案是不能。估算成本前应了解产品相关技术要求:如产品外观质量(划伤,凹坑,污点等)要求、材料牌号(品牌)要求、表面处理要求、毛刺要求、性能要求(疲劳,寿命)、交货频率等。假设客户对于毛刺的要求比较高,那么需要考虑增加去毛刺工序;如果客户要求表面洁净度很高,那么则需要考虑增加清洗,除油工序。因此了解用户需求对于估算成本是很重要的。
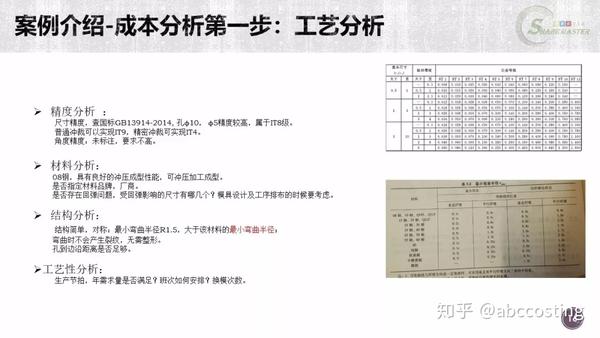
工艺分析是工序排布前非常最要的环节,主要从加工精度,材料及结构性三个角度来看;尺寸精度受模具,设备精度影响,不同公差等级的尺寸精度对应不同的加工方法,通过尺寸精度分析也可以识别该件是否存在过设计的情况存在;材料分析则重点看下图纸要求材料是否适合冲压成型,过软及过硬均不适合;过软时,产品截面无明显光亮带,且易粘连模具,R角难以控制;过硬的材料对模具寿命是较大挑战。
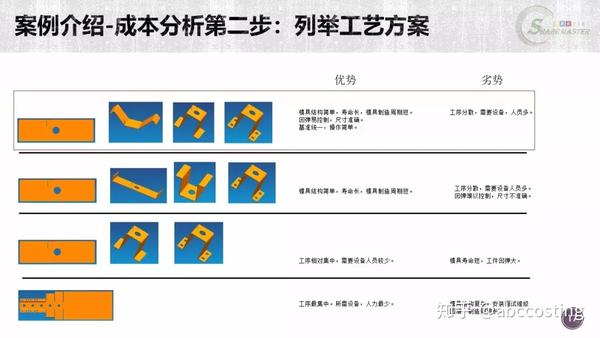
不同工艺方案所对应的工序总数,设备,模具不尽相同,均会较大影响加工成本。列举可能的工艺方案对技术要求较高,非工艺背景人员难以操作。实际操作中可向工艺人员寻求支持。
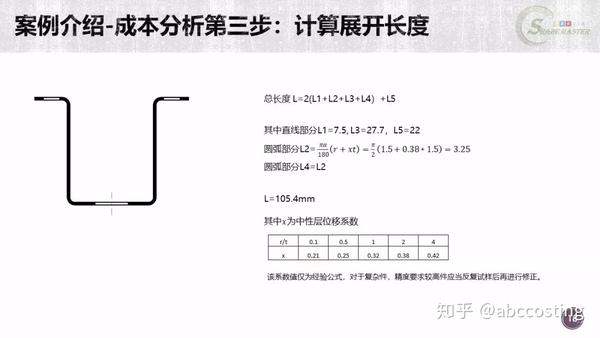
按照简化公式可快速计算,也可向设计人员,工艺人员寻求支持。
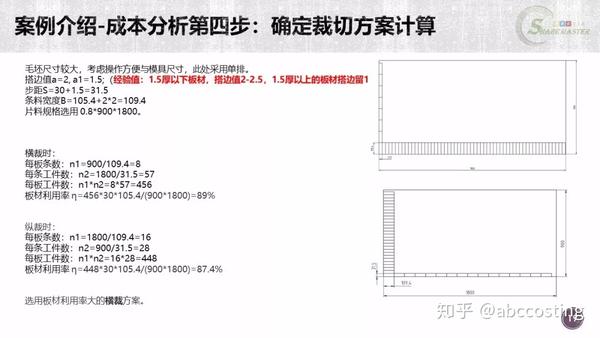
裁切方案分析,排样分析是确定材料最优化方案的重要一步。上图仅列举了一种宽度的钢材的裁切方案对比,实际应用中可对比分析多种宽度钢材后得出裁切率最高的裁切方案。排样也是较为重要的一环,该产品片料为规则矩形,当片料形状为不规则形状时,应当设计不同的排样方式。并结合单排,双排,多排料带等进行分析。
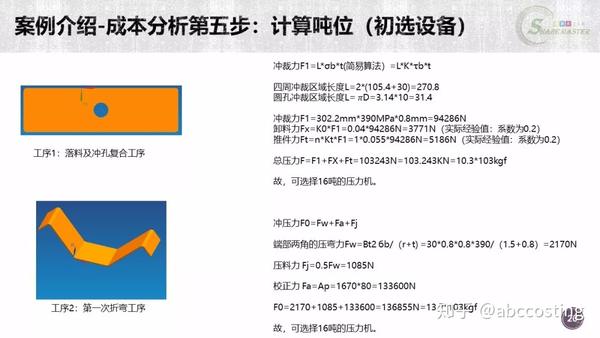

通过各工序设备动作中的受力分析,可计算出每工序所需的最小吨位压力机,结合常见设备吨位型号可以初步选择压力机。

最经济的压力机型号选择要结合吨位,台面尺寸,合模高度,滑块行程,冲程数,生产节拍,设备类型,品牌等因素综合考量后选择。作为标杆成本计算依据。
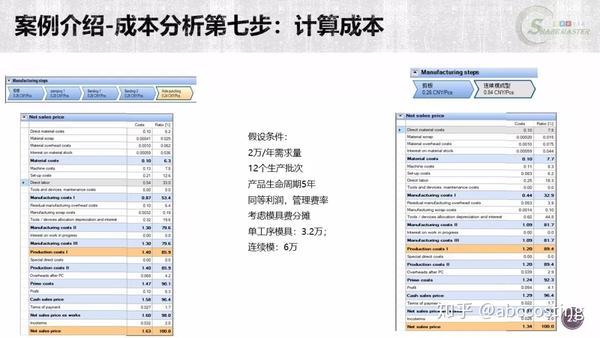
结合成本计算工具/模型,在同等假设条件下计算两种方法(左图为工程模,右图为连续模)时的不同成本。从计算结果可以看出:即使连续模有较大的模具投资,也给产品成本分摊造成了较大影响,但是由于其加工成本低的优势,其总成本依然低于工程模。为了对比两种加工方法的优劣,分享人模拟了当年需求量为5000件时的两种方法的成本对比(缺少图片),当产量越低时,模具成本分摊的因子变小,对产品成本影响权重逐渐加大,连续模方法的优势被掩盖;此时由工程模生产的产品总成本较低。

当年需求量增大为20万件时,两种方法下的总成本较5万件/年时均有大幅下降。这是由于模具安装,调试成本,模具投资等均被较大产量进行稀释所导致。
讨论问题记录:
1.除去介绍的几种材料字母含义外常用的还有什么?根据客户要求选用合适材料一般原则是什么?
答:SPCC含义:S:steel, P: plate, C: Cold(冷轧), C: common(普通级)。DC51D+Z含义:D:扁平钢板, C:冷轧,51:钢的序列号,越大代表延伸性越好,比如52,53等;D:热镀锌, Z:纯锌镀层。QSTE420TM:Q:冷成型, ST:钢, E:工程用钢, 420:屈服强度420Mpa, TM:热轧。Q215: 表示屈服强度不低于215Mpa的热轧钢板.
根据客户要求选择材料,建议从使用环境,寿命等要求出发,识别在该环境下所需的屈服强度值,抗拉强度,疲劳强度,硬度,延伸率等关键指标,并考虑表面要求等。
2.会有电镀钢卷吗?
答:建议大家研究下热镀锌与电镀锌的区别;钢厂生产产品要么是黑件(未镀锌),要么是热镀锌板。没听说过电镀锌钢卷,电镀锌一般是在产品成型后进行。
3.如何根据材料牌号区分冷轧热轧?
答:如需区分热轧,冷轧,首先要理解各牌号所代表的含义,必要时查阅材料手册及标准对照表(国标,日标,德标等)。
4.钢卷价格中的镀锌指的都是热镀锌吗?
答:是的;我们接触到大都是热镀锌。在做成产品后再去电镀。以汽车行业为例,预镀材且对切断面要求不高,一般不会再去做电镀。如果对切断面要求高的话,切断做成产品后会再考虑去做电镀。
5.什么情况下需要整修?
答:对于对孔的要求比较高的,第一次冲压达不到要求的时候,就会增加一步进行整修。在冲压中很常见,一般是连续冲再加单工位冲。
6.能否介绍一下一般冲压设备?一般用什么评估标准工时?
答:常用的冲压设备有机械(曲柄)压力机,液压压力机等,曲柄压力机分开式,闭式;单动,双动等。曲柄压力机与液压机相比具有动作速度快,生产效率高,易维修等优势,但也具有行程小,无保压作用,易发生过载,压力受死点位置影响而波动等缺点。同吨位液压机与曲柄压力机相比,因为结构相对简单,价格往往较低。中小型冲裁件可选择开式曲柄压力机,因其三面敞开,操作方便,易于安装附属设备,成本低廉等因素;大中型精密件可选择闭式曲柄压力机,这类压力机两侧封闭,刚度好精度高。对于落料冲孔件的大量生产,可考虑高速压力机,因其节拍快,效率最高;大型厚板件的弯曲,拉深,成形,校平工序可考虑采用液压机,因为液压机不会发生过载现象,且施力稳定,施力行程大。如果想要推算较为准确的冲压CT,可以使用MTM方式来定义各工序的标准工时。在设计时将每一道工序排出来,根据MTM分解每个步骤,根据产品大小、走动距离、有无精准操作、是否有不利于操作的因素等按照不同类别写不同代码,算出对应的时间然后将不同步骤的时间加起来计算标准工时。
7.如何判断材料是否适合做冲压?
答:根据材料的伸长率、断面收缩率,屈服强度,抗拉强度,硬度等属性判断。太软材料不适合做冲压,太软会导致冲压的时候材料的断面不光亮;太脆太硬的材料也不适合。
8.冲压时间怎么计算?
答:可参考MTM方法,将各工序动作进行分解,分别计算各动作所需时间;求和后即该工序时间。设备时间可通过冲程数进行计算。
9.连续冲压的冲压设备吨位怎么计算?
答:连续冲压排工序与单工位冲压的工序是不同的,单工序如果是4站冲压,连续冲可能要排10站左右。对于连续冲压的吨位选择,需要综合考虑每一个工位的受力,累加在一起。先根据20、21页,进行力学分析来进行吨位计算,再参照22页,根据冲程数、台面尺寸,合模高度等参数综合考量来选定最经济设备。
10.有没有从系统上来做一个工具,输入一些参数,然后可以自动计算?
答:理论上是可以实现的;取决于方程式的建立难度及影响因子的定义。
11.关于技术性降本?能不能举例说明降本要点。
答:
1. 带螺纹孔的冲压件改为光孔冲压件。
2. 尺寸相差较小的件考虑共模解决,节省模具投资。
3. 工艺尾料的二次利用及大片材外观件废料在非外观件上使用。
4. 用高强度塑料件(比如PA66+40%GF)替代金属压铸件。
5. 技术创新开发新结构产品。
6. 塑料+金属嵌件替代金属件。
7. 提高金属外观件表面硬度后去掉保护膜等。
分享人后记:
冲压是应用非常广泛的传统行业;近年随着市场竞争加剧,人力成本上涨影响,越来越多的冲压行业从业者越来越关注产品竞争力的提升。本次分享内容尝试从材料利用率,工艺排布,设备选型等几个角度来分析一个简单冲压件的成本最优方案,作为标杆成本估算案例供大家参考,学习讨论。经验有限,时间仓促,错误难免;请各位读者批评指正。欢迎各位读者与分享人联系共同探讨。
砖家点评:
1.分享人介绍了冲压必备的三大要素的基础知识,即原材料、模具类型以及冲压的分类。另外举例说明了冲压件成本的分析,让大家对冲压有了基本了解。2.随着竞争的加剧,成本无疑会是制约其发展的一个重要因素,而零部件成本的核算如何做到准确无误会是其中重要的一环,也将直接影响其竞争力。3. 冲压新技术发展很快,对于比如高精度的模具、高效率的加工方式、伺服冲压技术、自动化生产、热处理方法等等,也是一个合格的成本人员要掌握的知识点。
主持人感想:
冲压工艺在金属加工中是一种常见的工艺,但是要把成本真的核准也是一件不容易的事情。这次分享人从原材料,排版,设备选型到工艺排序与节拍等几方面分析,最后得出成本。这些是在计算冲压成本时候都需要收集的关键要素。成本分析人员如果能够对落料排版,工艺排序,与设备选择有了解,对冲压成本的分析会很有大帮助。非常感谢分享人花了10天时间来完成这次分享课的课件,从冲压成本的角度来看,这次分享包含了从工艺到成本的所有知识,堪称是教科书般的分享。

相关阅读: MFC转载 知识类文章
- 走进中国品牌主机厂——为你揭秘江淮汽车现代化的生产车间!2019-07-04
- 折弯自动化加工设备的新方向——数控板料折边机 FB2516A2019-12-20
- 浅谈铝合金板冲压工艺技术2019-12-20
- “中国芯”机遇何在 2019-12-20
- 高功率激光切割在钣金加工领域的应用2019-12-20
- 大族激光十年磨一剑20kw激光切割机在CIMT2019首发2019-12-20
声明: 本网站为冲压和钣金业内信息集合和展示平台,欢迎不同的声音和观点,为行业人士提供参考,文章并不代表MFC的观点。书面刊用本站及MFC《金属板材成形》的原创文章,必须获得MFC的书面授权;电子平台转载,则必须注明作者和出处,对于盗版、冒名和不注明出处等行为以及由此产生的负面后果,MFC保留追究的权利。
图片新闻








品牌展厅365天全天候线上展厅

推荐专题
- 一周热点
- 月点击榜
- 1【MFC推荐】铝合金冲压工艺特点概述(58)
- 2JPMH 管理(61)
- 3热镀锌钢板锌层冲压脱落的原因分析(61)
- 4“有料”的灵魂万里挑一 ——HSG管切系统迭代史(65)
- 5普玛宝二维激光技术(75)
- 6宏石激光IPO过会!拟募资12.37亿元(80)
- 7【MFC推荐】奔驰和宝马成立合资公司(83)
- 8【MFC推荐】百超折弯系统 BySoft Cell Control Bend的画图编程系统(87)
- 9一个充满进步和成长的新年,要一同实现 普玛宝提前祝您双节快乐!(95)
- 10【MFC推荐】天生无畏 卓而不凡 I D-Tube 520重载型专业激光切管机(124)


