钣金件切边线优化及模面补偿应用
【摘要】以本公 司某个汽车排 气净化 器上的 吊挂件为例 , 运用专业钣金成形分析软件 DYNAFORM里面的切边线优化、 模面补偿两大功能模块。来尝试优化该吊挂件的现有冲 压工艺 ,以求能够达到提 高该制件 的板材利 用率、尺寸的一致性 。并且今后将推广该优化 后冲压工 艺, 这样 不仅 可以缩短该类制件的开发 周期 而且还 能降低 该类制件 的开发成本, 给后 期模具设计提供一些指 导。
关键词 : 切边线优化 ; 模 面补偿 ; 排气 系统 ; DYNAFORM
1 引言
近几 年来 , 随着 国产 车企 的逐渐崛起 ,国 内汽车 市场上正在上演一场名为“ 品牌 、 科技 、 质量 、 价格” 市 场争夺淘汰战。在这场没有硝烟的战场上, 各大车企 间都在奋力使出浑身解数以求得市场的一席之地。我司作为整车厂的一级供应商, 深刻感受到了同行之 间竞争的激烈 ; 现如今已经逐渐形成 : 在保证产品质 量的前提下 , 谁的成本低谁就有绝对的优势; 谁的科 研水平高 、 谁的开发成本就低 、 就能走在行业的前头,成为正真的行业领军者 。
本文 以本公 司某个普通净化器上韵 吊挂件为例 , 通过专业的分析软件来模拟分析该 吊挂件的成形工 艺 , 尝试 优化该 吊挂件现 有的冲压成形工艺 ;以求能 够达到降低该制件的开发成本, 间接为公司产品在市 场中的价格优势添砖加瓦。
2 吊挂件的成形工艺分析
2. 1 吊挂件的空间结构概括
如图1所示 , 该吊挂件相对而言属于一个规则的 制件。其主要结构特征 : 左上部分中间有一根凸筋、右上部分中间有一根凹筋; 左下部分和右下部分都是 一 个 圆弧面 , 用 以和筒体相接触焊接 ; 顶部也是个小 圆弧 , 将制件的左边和右边进行过渡相连 。
2. 2 吊挂件 的现有冲压成形工艺
如图 2所示 , 该 吊挂件 的冲压工序一共需要 6道 ,开料尺寸为 380x86x3. Omm,这种工艺路线 属于 比较 传统的冲压工艺思路, 虽然能做出合格的制件; 但是 此种工艺线路存在以下一些弊端。
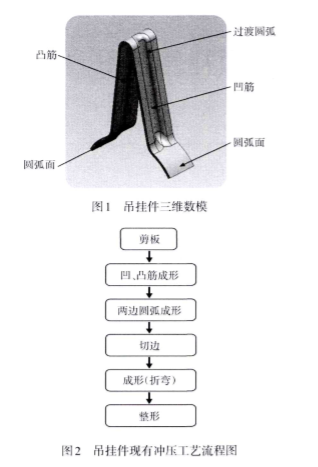
(2)制件的加工工序多,也就意味着模具数量多的同时,制件的加工效率低,间接增加了制件的加工成本![]()
3 工艺优化模拟分析
3.1 切边线优化介绍
制件的切边线优化是指:制件在预成形工序后,通过切边、成形后与目标制件进行对比;后续再通过不断的修改制件的切边线并重新计算模拟,直至和目标制件轮廓形状几乎一致,制件切边线优化逻辑图如图3所示![]()
3.2 吊挂件切边线优化模拟
图4所示为吊挂件的切边线优化模拟方案,其最终目的是要通过计算得出该吊挂件较精准的落料轮廓。
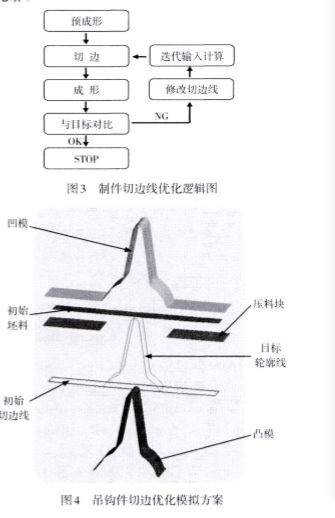
通过不断修改该吊挂件的切边线轮廓,进行迭代计算;最终得出相对满意的成形结果,如图5所示;同时也得出了该吊挂件优化后的切边轮廓形状,尺寸为:360× 66mm,如图6所示

3.3模面补偿介绍
通常冷冲压的制件在其模具撤去施加力后,由于制件本身材料的特性,制件都会出现一定程度是反弹;以及制件在切边工序之后,由于制件内部残余应力得到释放,也会出现不同程度的反弹,这使得最后得到的制件与我们想要的制件出现一定的偏差![]() 一般都是通过再增加一道整形工序,从而得到理想的制件。
一般都是通过再增加一道整形工序,从而得到理想的制件。
模具的模面补偿是指:制件在最后的成形工序结束后,首先通过制件的回弹模拟计算,得出制件成形后回弹的参数;通过此参数映射、修改制件的成形模具的模面,再次进行制件的成形、回弹分析;以制件上一次的回弹结果作为下一次模面补偿的输人,如此循环;直至使得回弹后的制件与目标制件轮廓形状几乎一致,模具补偿的工作逻辑如图7所示

3.4吊挂件成形模具的模面补偿模拟
吊挂件首次成形后的回弹模拟,如图8扫所示

通过制件的回弹图8可知,该吊挂件的最大回弹量约为1.485mm(图中的红色部分),以此回弹结果为该吊挂件成形模具的模面补偿输人。
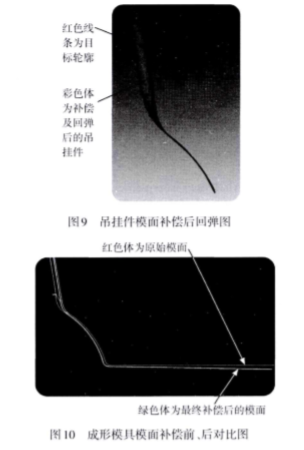
然后再次进行吊挂件的成形、回弹分析计算,并与目标吊挂件轮廓进行相比较,如此循环计算,直至得到较为满意的回弹结果,如图9所示以及得到成形模具的最终模面形状,如图10所示
4吊挂件新、老工艺线路对比
通过以上两个部分的分析模拟,理论上可以将该吊挂件的原有工艺进行优化,使得该吊挂件有了一个新的冲压工艺线路,具体如图1 1所示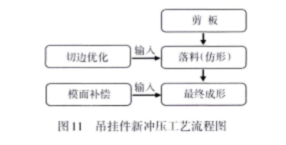
如果该吊挂件新的冲压工艺线路得以实施,那么可以预测相对于该吊挂件现有的冲压工艺线路而言,从制件的工序数、开料尺寸、板材利用率、形状尺寸的一致性上都会有长足的进步,具体如表1所示

通过表1可知,该吊挂件的新工艺相比现有的工艺;使制件的板材利用率得到了提升,直接降低了制件的材料成本;同时新工艺的工序数量缩减为现有工![]() 艺工序数量的一一半,间接的减少了制件的加工成本;再有由'J二工序的减少会使制件的一致性也得到了较大的提升,这将使得该吊挂件在后续装配、焊接过程中很方便顺畅,间接的提高了产品的生产效率。
艺工序数量的一一半,间接的减少了制件的加工成本;再有由'J二工序的减少会使制件的一致性也得到了较大的提升,这将使得该吊挂件在后续装配、焊接过程中很方便顺畅,间接的提高了产品的生产效率。
由此可知,该吊挂件新工艺的实施会使得该吊挂件具有很大的成本优势,间接为公司产品降低了成本,提升了公司产品在市场上的竞争力。
5 总结
对于冷冲压成形工艺而占,其制件的最终成形的形状与制件的材料、冲压工艺参数设备参数模具设计等因素都相关联。本文通过以公司某个普通净化器上的吊挂件为例,针对该吊挂件的现有冲压工艺,结合较新颖的冲压思路;运用电脑虚拟技术来模拟分析的方法,来优化该吊挂件现有的冲压工艺,为降低该、吊挂件成本提供有力的技术支持;同时也给同行业的技术人员提供一个较新颖的冲压思路。

相关阅读: 知识类文章 MFC转载
- 走进中国品牌主机厂——为你揭秘江淮汽车现代化的生产车间!2019-07-04
- 折弯自动化加工设备的新方向——数控板料折边机 FB2516A2019-12-20
- 浅谈铝合金板冲压工艺技术2019-12-20
- “中国芯”机遇何在 2019-12-20
- 高功率激光切割在钣金加工领域的应用2019-12-20
- 大族激光十年磨一剑20kw激光切割机在CIMT2019首发2019-12-20
声明: 本网站为冲压和钣金业内信息集合和展示平台,欢迎不同的声音和观点,为行业人士提供参考,文章并不代表MFC的观点。书面刊用本站及MFC《金属板材成形》的原创文章,必须获得MFC的书面授权;电子平台转载,则必须注明作者和出处,对于盗版、冒名和不注明出处等行为以及由此产生的负面后果,MFC保留追究的权利。
图片新闻








品牌展厅365天全天候线上展厅

推荐专题
- 一周热点
- 月点击榜
- 1技术领跑 高端机床触摸行业“天花板’-扬州日报(60)
- 2热冲压球壳Q235钢材高温后力学性能试验研究(64)
- 3MFC《金属板材成形》杂志-中国值得推荐的折弯机厂家品牌分析(74)
- 4MFC祝您元旦快乐,喜迎新春!(74)
- 5美国36万亿美元的国债意味着什么?这些债务归谁所有?(80)
- 6第21届天津工博会3月6-9举办 近1000家展商携4000余款智能化产品惊艳参展(81)
- 7Amada 推出一款新型机器,可同时钻孔和切割钢框架(88)
- 8非常全的钣金展开计算及工艺处理方法(94)
- 9冲压领域新宠!念初机械 SX 系列压力机来袭(94)
- 10【MFC推荐】天生无畏 卓而不凡 I D-Tube 520重载型专业激光切管机(129)


