关于钣金喷塑涂装挂具使用可靠性研宄
自从1962年由法国萨迈斯公司研制成功的世界第一套粉末静电喷涂设备问世后,粉末静电喷涂技术在世界并迅速发展。随后粉末静电喷涂技术即在建筑业、工业等领域展开应用,由于其色彩丰富,且具备优良的防腐性能以及装饰功能等特点,从而获得了广泛的使用环境,随之挂具作为实现其特点的工装也应运而生,挂具作为涂装工件的载体,在涂装生产中是不可缺少的随着实现其特点载体结构的多样化,挂具也衍生了结构形式多样的特点。
1静 电粉末喷
1.1生产 工艺流程
上料一水 洗一脱 脂一 水洗一 水洗一 成膜一 水洗一 纯 水洗一烘 一静电喷涂~ 固化一检验一下料打包。
1.2静电粉末喷塑的工作原理
摩擦枪的静电充电瑟吉欧 自感应的,涂装时粉末在压缩空气的推动下与由特氟龙材料制成的枪体内壁摩擦管发生摩擦 ,粉末粒子失去电子而带正电,通过喷嘴的应道离开枪体飞向工件并吸附于工件表面,固化后形成涂膜从而达到涂装的目的![]()
1.3喷塑涂装挂具
喷塑涂装挂具包括悬挂结构、挂针以及连接悬挂结构和挂针的挂杆对于粉末静电涂装而言,工件要依附于挂具完成前处理和喷涂、固化![]()
挂具作为喷塑涂装生产过程中最常用的一种工具,处于工作状态时,整个挂具是一个导体,挂针上的挂件以及其他待喷塑物件均导电,尤其来实现最终的静电粉末喷塑![]()
2行业内钣金喷塑涂装挂具使用的常见问题及解决方法
钣金喷塑涂装择具 其他涂装挂具一样 .在日常生产过程中不可避免地会出现一些故障。下而例举说明因挂具使用故障产生的在固件涂膜常见问题
3涂装挂具其他影响及使用可靠性分析
上表介绍喷塑涂膜故障常见问题 、原因及反查涂装 挂具的使用问题及解决办法,下面重点讲述涂装挂具其他方面的影响以及使用可靠的解决方法。
3.1影响工件挂具孔四周外表面涂膜附着力的插针式挂具
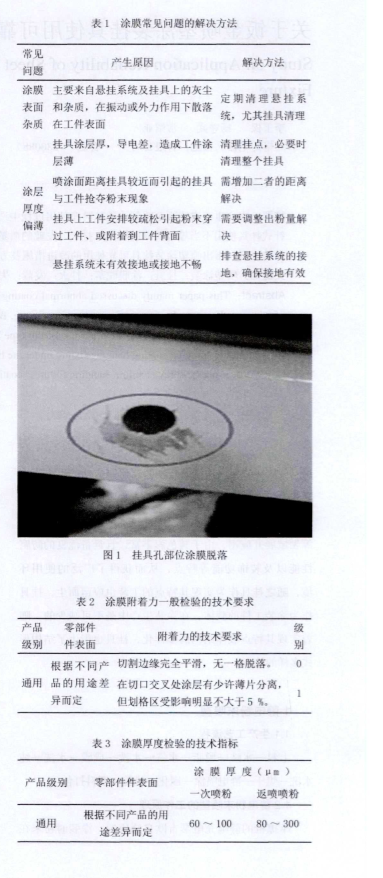
对上图故障件其他各部位的涂膜厚度及附着力测试,结果均无异常(可以排除金属板材使用错误的可能),仅装配的螺钉过孔(挂具孔)处涂层附着力不达标。通常某些工艺挂具孔位置的涂膜可以不做具体要求(装配孔除外),不过该零件此部位涉及装配,在组装锁紧螺钉过程中,过孔四周的涂膜因受外力施压,其表面涂膜造成扭拉或受力之后,涂膜出现异常脱落,即涂膜附着力不达标![]()
若无客户特殊要求,通常盐雾试验时间按不少于500
h进行;特殊零件或客户有特殊要求,按其他要求执行。
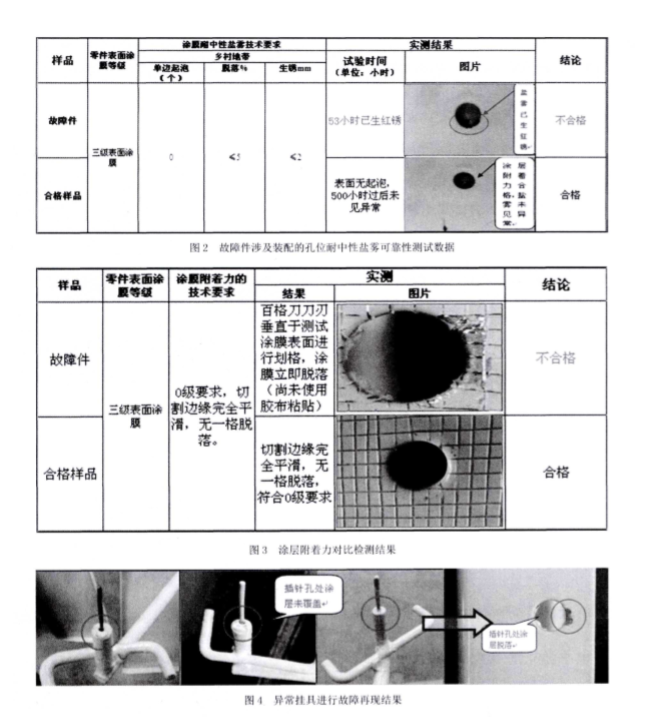
通过上述一系列的测试结果显示,挂具孔处涂膜脱落已严重影响产品的使用寿命![]()
3.1.1故障再现
通过使用插针式挂具,利用新插针、插针处涂层未被覆盖,插针孔涂层已覆盖,在烘干道工序完成后的悬挂链上静置放置(秋冬季)2天以上,再次开线生产时直接上粉后,再经固化工序完成后发现,挂具插针孔处被涂层覆盖处的样品,仍呈现小面积涂层脱落。(具体如下图4)
插针式挂具,在外部环境的影响下,存在产生液态水珠的可能![]()
3.1.3整改优化
在不影响插针式挂具正常使用的情况下,在挂具的插针孔侧边开一条(卜2)mm宽的缝槽,即保证插针孔不会脱落及导电效果,又确保内部无法生成或存留液态水珠的可能性即使烘干道内短期未空线(前处理工序除外),也不会出现以上螺钉过孔处涂膜脱落现象
3.1.4分析总结
针对插针式挂具,因季节性停产或其他突发情况生产线需停线超过2天以上的,前处理包括烘干道工序内须空线,线,防止受室内外温差及空
气潮湿程度的影响,静置状态下的挂具插针孔在受潮及温差作用下直接影响工件涂层的使用质量。尤其针对一些涉及装配的工艺挂具孔,出现
涂膜脱落或附着力异常,直接对整机产品的使用稳定性构成影响。特殊情况下,可以将使用的插针式挂具插针孔侧边临时开缝槽,避免液体水
珠产生的可能。
3.2影响工件挂具孔表面涂膜外观质量的插针式挂具
通过下图实物故障件,很容易发现挂具点位置表面涂膜明显已被烤焦,与其他部位形成明显差别。
321故障再现
根据经验,上图挂具点位置明显属打火现象,具体如何打火,通过异常挂具进行故障再现验证使用的通用插针式挂具与顶盖板工件配合使用,存在以下特点:
特点一:挂具自身插针处结构设计较平整
特点二:涂装挂具配合安装顶盖板后也较平稳。
使用未及时更换插针或焚烧(脱塑)的挂具,打火现象再次浮现
通过故障再现验证和工件接收电阻测试,反应出异常打火主要是挂具结果设计的局限性导致涂装时,因反复利用且表面已形成一定厚度的涂膜,与工件结构配合松散,电阻实测< 1 MO的挂针(工件要求接收电阻低于 1 MO),在上粉过程悬挂链带动致使工件轻微摆动,高压静电为导通增压的瞬间最终产生的打火
322原因确定
涂装挂具与工件配合结构的局性,在悬挂链带动作用下电路导通的瞬间,因工件摆动产生的电阻不稳定形成的导电不畅,增压的过程会出现放电打火现象
323整改优化
将原先挂具插针处平整结构优化后更改成圆锥形体结构
对挂具进行优化后,反复使用,挂具孔位置即没有出现打火,同时背面也未出现未上粉现象
324分析总结
插针式挂具在插针反复利用及结构设计局限性的情况下,与工件配合松散,在悬挂链带动致使工件轻微摆动时,高压静电为导通增压的瞬间产生打火。所以,对其插针孔位置的横截平面进行圆锥形体改进,既可确保工件与插针式挂具导电畅通(即使挂具表面涂膜较厚,因圆锥形体结构在巧0 ℃以上的烘干道内也可以很好的软化挂具表层的涂膜,进而达到电流导通效果),避免其打火现象,又可使顶盖板装配孔背面有效上粉,增强涂膜防腐效果。其次,该种插针式挂具也可单独提出为专用挂具

3.3影响工件整体表面涂膜厚度的挂针式挂具
根据上图实物故障反应,异常产生的可能原因有几种:(D挂具涂层厚,导电差,造成工件涂层薄;0喷涂面距离挂具较近而引起的挂具与工件抢夺粉末现象;囹挂具上工件安排较疏松引起粉末穿过工件、或附着到工件背面;@悬挂系统未有效接地或接地不畅![]() 那么,究竟何种原因导致的异常,详见下文叙述
那么,究竟何种原因导致的异常,详见下文叙述![]()
3.3.1故障再现
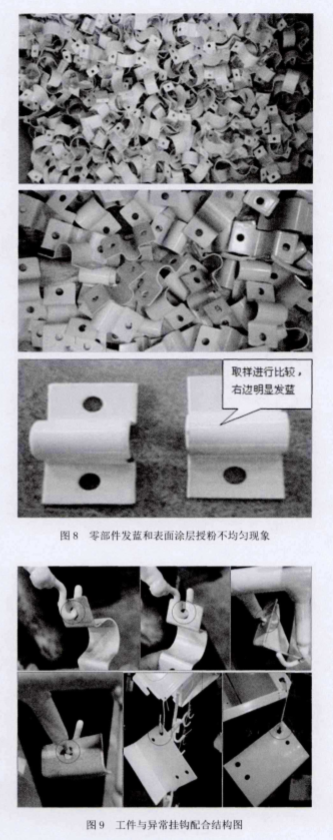
下面通过故障再现试验,将过程使用的挂具按正常生产流程重新安排。
测试完成后,挂针式挂具挂钩处涂层授粉过厚,发蓝或授粉不均匀的小件与挂钩间并未形成任何的电路导通系统,即小件产品与挂钩金属层未接触,整个涂装过程,工件、挂具、悬挂链、上粉系统并形成一个整体的电路导通循环系统![]()
通过故障再现,工件表面涂膜厚度偏薄或授粉不均匀现象,主要因反复使用的挂针,表面涂膜过厚,涂装时工件与挂钩完全处于绝缘状态。
3 2原因确定
结合小件产品自身重量的局限性,挂针式涂装挂具反复利用存在严重的电路不导通现象![]()
3.3.3整改优化
重新设计使用硅橡胶绝缘套(硅橡胶具有很好的绝缘屏蔽效果)对挂具表面进行包装,除了挂钩与工件接触部位导电,其他部位完全屏蔽处理![]() 3.3.4分析总结:
3.3.4分析总结:
插针式挂具或挂钩在没有及时焚烧或更换情况下,反复循环使用时形成的接收电阻高于1 MO,加上小件产品自身重量的局限性,前处理和烘干工序很难实现小件与挂钩金属层形成导通电路,进而导致上粉工序中摩擦静电粉末无法吸附于工件表层,并形成上粉不均匀和表面发蓝或未授粉现象重新设计使用硅橡胶绝缘套对挂针屏蔽部位进行防护,可有效实现小工件表面涂膜的上粉效果和节约成本![]()
4后续涂装挂具可靠使用的行业改进建议
挂具作为涂装工件的载体 ,直接或间接影响工件涂 层的质量,而组装成整体使用后,涉及到的零部件却直 接关系整机零部件的使用质量水平 ,通过对行业涂装挂 具过程出现的问题点分析与总结 ,提出以下几点建议
(1)因插针式挂具存在挂针孔,为避免异常质量事故 发生 ,建议悬挂系统停产时空线处理。特殊情况下,插 针式挂具可开缝槽,减少或避免插针孔内部液态水珠产 生,提高过程生产效率。
(2)排除其他专用挂具外,通用挂具使用过程中针对 具体工件的结构特点,插针式或固定挂针式挂具可以积 极优化改进或直接独立转化成专用挂具。
(3)针对工件重量局限性以及喷塑涂装的使用特点 ,上粉过程针对挂具给予工件接收电阻的导电要求性高 ,普通反复使用且未能及时焚烧 (脱塑 )的挂针式挂具 ,建议涂装挂具外表面设计使用硅橡胶绝缘套 ,既可以实 现产品表面的有效授粉,确保喷塑质量,也可节约和降 低挂具焚烧和 (挂具表层 )粉末 浪费。

相关阅读: 知识类文章 MFC转载
- 走进中国品牌主机厂——为你揭秘江淮汽车现代化的生产车间!2019-07-04
- 折弯自动化加工设备的新方向——数控板料折边机 FB2516A2019-12-20
- 浅谈铝合金板冲压工艺技术2019-12-20
- “中国芯”机遇何在 2019-12-20
- 高功率激光切割在钣金加工领域的应用2019-12-20
- 大族激光十年磨一剑20kw激光切割机在CIMT2019首发2019-12-20
声明: 本网站为冲压和钣金业内信息集合和展示平台,欢迎不同的声音和观点,为行业人士提供参考,文章并不代表MFC的观点。书面刊用本站及MFC《金属板材成形》的原创文章,必须获得MFC的书面授权;电子平台转载,则必须注明作者和出处,对于盗版、冒名和不注明出处等行为以及由此产生的负面后果,MFC保留追究的权利。
图片新闻








品牌展厅365天全天候线上展厅

推荐专题
- 一周热点
- 月点击榜
- 1【MFC推荐】激光焊接工艺有哪些?(25)
- 2钢板表面涂油对冲压的影响及控制方法(35)
- 3 云车间——钣金共享智造工业互联网平台(38)
- 4金属锻造技术的起源及发展史(39)
- 5钣金折弯圆弧展开精准计算!(52)
- 6热冲压用钢22MnB5 回火组织与性能分析(58)
- 7热镀锌钢板锌层冲压脱落的原因分析(59)
- 8钣金折弯半径跟板厚度之间的关系(图文对比)(61)
- 9国内精冲钢产品的生产现状和发展趋势(66)
- 10【MFC推荐】天生无畏 卓而不凡 I D-Tube 520重载型专业激光切管机(135)


