钣金参数 化展 开 法
1 方 法简 介
以典型钣金件 圆管弯头为例 , 首先 , 在 Aut o CAD 软件 中对多节任意角 圆管弯头进行合 理分节 ,然后 进行 板厚 处理 以减 少 焊 接 时 打 磨 坡 口的 时 间 ,提 升 装配与焊接效率 , 最后在 Cr e o Par amet r i c模块 中创建参数化弯头 ,只要修改参数,即可快速实现不同角 度任意节数圆管弯头 的展开 , 省去 了同类型弯头由 于尺 寸规 格不 同所 需 的展 开 放 样 时 间 ,从 而 大 大提高 了生产效 率 。
2 利用 Aut oCAD软件对 弯头进行合理分节 与板厚 处理
2.1 分节 的原 则
首 尾 节 弯头 所 占的 角度 相 等 , 且 永 远 是 中 间节 角 度 的一半 , 如 图 1所 示 , 2a=
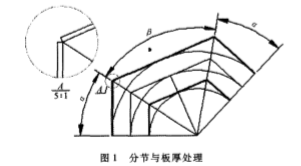
2.2 板 厚处 理
如 图 1中 A部放 大 图所 示 , 通 过 做 垂 线 的方 法 进 行 板厚 处理 , 步 骤如 下 :
(1)创建过圆心与等分点的直线 ;
(2)分别作弯头外轮廓线及 中心线 的切线相交 于等分线 ;
(3)对切线偏移板厚距离相交于等分线 ;
(4)过相交点做切线的垂线并进行修剪 。
3 创 建参数化弯头
3.1 新 建装 配体 并创 建 草绘
草 绘 通 过 导 入 CAD 的 方 法 直 接 创 建 。导 入 CAD文件有 2种 方式 :一种是在模 型菜单栏 “获取数据 ”的下拉列表 中选 择导入 , 另一 种是在草绘 中 的“文件系统”中导入。2种导入方法的区别在于前 者无法对导人 的 CAD图形进行修改 , 而后者可以在原有 CAD图形上进行创建修改 。因为此处要实现 参数 化 , 所 以选择 第 2种 CAD文件 导入 方 式 。
3. 2 对创 建 的草 绘添 加约 束
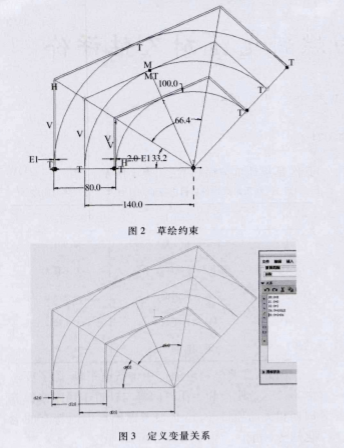
对上一步创建 的草绘添加图 2所示 的约束 , 需 要 添 加 5个 尺 寸 约 束 ,分 别 是 角度 1(angl el= 33.2。)、角度 2(angl e2=66.4。 )、弯头直 径 d:80 mm, 弯 曲半 径 r=140 mm, 板 厚 t=2 mm, 并 且 添 加图 2所示的中点、 垂直 、 相切 、 相等约束。
3. 3 进行 参数 化
参 数 化 的 一 般步 骤 是 先 定 义变 量 关 系 , 然 后 对 变量赋予初始值 ,接着 编辑 程序命令 重生成 即可。首 先定 义 如 图 3所示 的变量 关 系 。
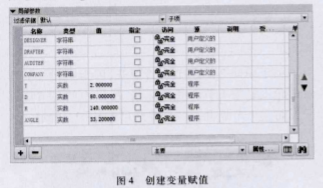
接着 在局 部参 数 中创 建 angl e、r、 d、t四个 变 量 参数并且对其进行初始赋值 (见图 4),最后在模 型 意图下拉菜单程序编辑命令重生成 即可,通过重生
成输人新的变量参数可以改变变量的初始值,特别注意的是angle2 = 2 × ““ el
3.4创建第1节和第2节弯头
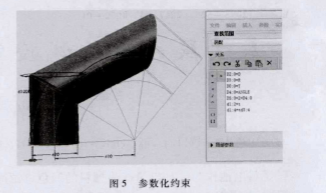
在装配体中通过旋转和拉伸特征创建第1、2节弯头,待两者创建完成之后需要对其板厚进行参数化约束,使其厚度与之前草绘参数化定义的厚度相等,如图5所示![]()
3.5实现任意角圆管弯头的创建
以120。、直径为200 mm、弯曲半径为500 mm、板厚为4 mm的5节弯头为例,要创建这样一个弯头,关键是要计算出角“的值。通过之前在CAD中的分段原则可以得出“:120。/(3 × 2 + 2):巧。,接着在重生成操作中分别输人:巧、':4、d=200,r=500则可得到图六所示1、2节弯管。
通过轴阵列创建中间2.3.4三个筒节,结果如图七所示,第5节弯头是通过第一节的平面镜像特征创建得到的(见图8)。

4弯头展开
以图8创建的5节弯头为例进行展开,首先进行首位1、5节弯头展开:![]()
(1)在装配体中打开筒节1,在钣金模块中选择草绘扯裂,对开缝(见图9)

(2)选择钣金展平命令对筒节展平、设置弯曲系数为0巧,重生成后,保存为DXF数控编程切割图(见图10);
(3)筒节5与筒节1相同![]()
关于中间2、3、4节弯管展开,因为中间各节弯管的角度是第1节弯管的2倍,所以中间各节展开只需将第1节展开镜像合并既可,如图11所示
5总结
此展开法适用于类型相同、尺寸规格不同的钣金产品展开,在实际工作中无需对同类型钣金产品进行重复展开放样工作,只需要根据产品尺寸输人相应的参数即可自动得到展开好的图样,具有高效、直观、精确的优点,供从事钢结构生产的同行借鉴。

相关阅读: 知识类文章 MFC转载
- 走进中国品牌主机厂——为你揭秘江淮汽车现代化的生产车间!2019-07-04
- 折弯自动化加工设备的新方向——数控板料折边机 FB2516A2019-12-20
- 浅谈铝合金板冲压工艺技术2019-12-20
- “中国芯”机遇何在 2019-12-20
- 高功率激光切割在钣金加工领域的应用2019-12-20
- 大族激光十年磨一剑20kw激光切割机在CIMT2019首发2019-12-20
声明: 本网站为冲压和钣金业内信息集合和展示平台,欢迎不同的声音和观点,为行业人士提供参考,文章并不代表MFC的观点。书面刊用本站及MFC《金属板材成形》的原创文章,必须获得MFC的书面授权;电子平台转载,则必须注明作者和出处,对于盗版、冒名和不注明出处等行为以及由此产生的负面后果,MFC保留追究的权利。
图片新闻








品牌展厅365天全天候线上展厅

推荐专题
- 一周热点
- 月点击榜
- 1【MFC推荐】激光焊接工艺有哪些?(25)
- 2钢板表面涂油对冲压的影响及控制方法(35)
- 3 云车间——钣金共享智造工业互联网平台(38)
- 4金属锻造技术的起源及发展史(40)
- 5钣金折弯圆弧展开精准计算!(53)
- 6热冲压用钢22MnB5 回火组织与性能分析(58)
- 7热镀锌钢板锌层冲压脱落的原因分析(60)
- 8钣金折弯半径跟板厚度之间的关系(图文对比)(61)
- 9国内精冲钢产品的生产现状和发展趋势(66)
- 10【MFC推荐】天生无畏 卓而不凡 I D-Tube 520重载型专业激光切管机(135)


