动作分析与作业观察
动作的定义
在生产活动中,“动作”是指构成作业行为的一个一个的具体的运动。

动作分析的定义
动作分析也可以说是挖掘动作的要领,故首先要把每个工序的作业分解成“要素作业”及“动作要素”,同时还必须对步行数及部件间的距离、身体的姿势等做定量的分析。把这种分析的方法称做“动作分析”。
动作分析的目标
作业人员往往认为现在的作业是合理的。但是,我们应该对作业的动作、行为的实际情况进行调查,并分析是由哪些动作组合而成的。又是怎么样进行的。如果这些动作不经济。那么我们要设法做到节省;如果存在不合理的现象,那么我们要设法改善,如果存在不均衡,我们要设法做到均衡(避免时而忙,时而闲的不均衡现象)。这样,时常对动作进行完善,制定有效的标准作业是非常必要的。因此,其目标有以下三点。
⑴如实把握作业人员身体各部位进行动作顺序、方法
⑵明确动作中是否存在不经济、不均衡和不合理现象
⑶观察身体的整体动作是否平衡
动作分析简介
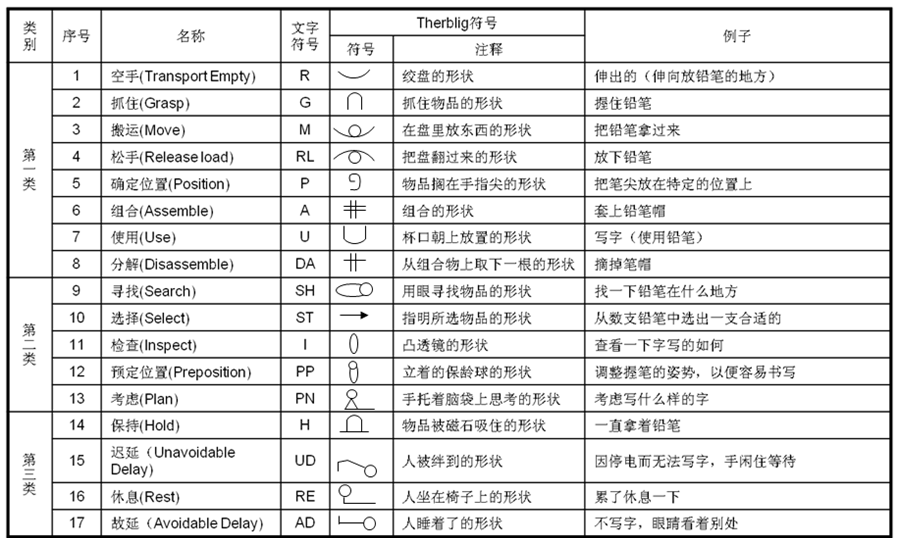
生产现场的多数动作是靠手来完成的,吉尔布雷斯(Gilbreth)在研究动作的初期阶段,就把以手部为中心的作业(包括眼睛的动作),细分为17个动作,并以不同的记号加以标示。他把这些动作称为“动作要素”,用他们对动作进行分解。这种分析方法科学有效,为后人广为引用。后人把吉尔布雷斯(Gilbreth)的名字倒过来成为Therblig来命名这种分析方法,称为沙布利克分析。沙布利克分析可以使动作分析变得简单明了,是动作分析的基本工具。
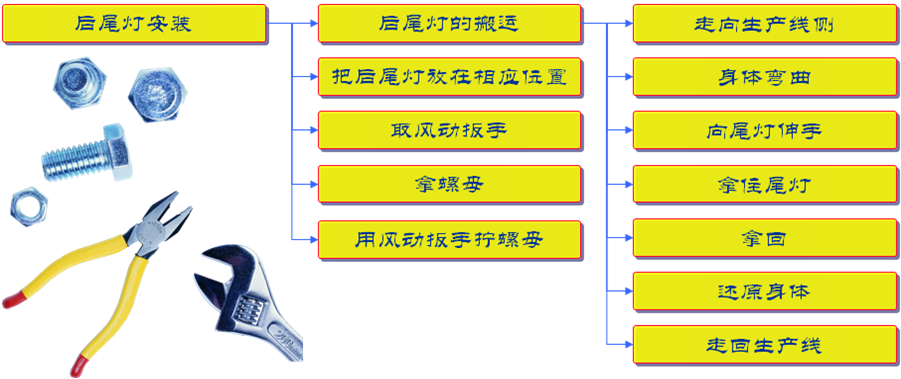
要素作业:是连续做动作的一个作业的单位,从取出一个零部件及工具开始到对其安装或使用结束的一连串的动作。
动作要素:构成要素作业动作的最小单位,可以细化到“一举手一投足”。
动作分析的质量决定着动作改善的质量。
动作分析符号
动作分析——对各类动素的解析
第一类动素:进行作业时必要的动作
⑴空手:是指空手移动,把手或手指有一点激活。向某目的物移动。还未抓取对象之前的一段动作。由于没有搬运物品,因此可称为空运(TransportEmpty)。例如:手伸向书本,手伸向料盒里的螺钉。
改善方向:a.缩短距离;b.减少手(手指)运动的方向控制(如精确的握取)。
⑵抓取:用手或手掌控制物体或工具,也可能是控制机器设备的手柄或按钮,经常发生在伸手之后、移物之前。但要注意,抓取是指物品被控制的一瞬间,如果连续地握取,则是保持,而不是抓取。
“抓住”主要是包括用手指头捏(捏的形式的抓住)、用手握住工具(握的形式的抓住);但为了使对象物滑动而用手碰对象物,这种情况也属于“抓住”(接触型抓住);如抓住桌子上的黑板搽,在箱子里抓螺钉。
改善方向:a.减少抓取的次数;b.尽可能该为触取,使抓取动作更简单;c.使用工具代替手工抓取。
⑶搬运:用手将对象物或工具,由某一定点移到另一定点,目的地是操作域或放置地点。由于实际上有搬运对象,因此可以称为运实(TransportLoaded)。
“空手”与“搬运”的基本不同点在于,“空手”是以改变身体部位的位置为目的的动作。“搬运”是通常需要承受重力。压力、拉力和摩擦力等各种负荷和反作用力。改变是对象物的位置。如把书从书架上搬到桌子上,把螺钉拿到组装物上。
改善方向:a.缩短距离,改善物品配置点;b.减少每次移动的重量,添置辅助工具;c.减少移物的方向控制或困难度。
⑷松手:将手中握取的对象物或工具放开。经常发生在移物与与持握之后。
这是放下物品的动作。如手指离开物品的瞬间开始到所有部分都离开,就属于这一范围。“松手”的方法包括物品放置法、物品放下法和物品投出法等。如为了把橡皮放在桌子上手放开橡皮。
改善方向:a.以自动化工具解除手的动作,当人不必放手;b.尽可能使放手延续到下一动素的开始。
⑸确定位置:把对象物或工具放置于特定位置。对准必然工具有方向控制的因素,经常发生在移物之后。这一动作范围是从开始定位置到位置确定为止。
“确定位置”与“预定位置”容易混淆。“确定位置”是确定关系正确的位置,发生在即将进行“组合”和“使用”之前。如螺丝放进螺母之前定好位置。
改善方向:a.尽可能使用引导工具,使之自动对准,避免手工的调整与控制;b.对对象物的容差进行探讨,使它不要太难确定其位置,浪费时间。
⑹组合:将两个对象物组合在一起,经常发生在对准或移物之后,放手之前。
是将“位置被确定”的目的物插入目标物中,或置于目标物之上。如扳手扣上螺母,铅笔尖放在开始书写的所定位置上等等。此外,“组合”还包括两个以上动作集合的情况,如把灯炮插入灯头后拧紧,就属于这种情况。
改善方向:a.尽可能使用工具代替手工装配。
⑺使用:为实现某种自觉意识到的目的而使用工具,器具及装置,即所谓使用。此外在手、手指等象工具一样被使用时,如用手把纸弄破、用手指粘接胶水等,可以将他们视为”使用“。再如,用钢笔在纸上写字;用转孔器在金属板上转孔。
改善方向:a.使用工具,替代手工;b.设备自动化,解除手工的应用动作。
⑻分解:这个动作是把一定关系的组合物分离开来。经常发生在抓取之后,移物或放手之前。
由于对象物配合有松紧之分,因此分解也难免有困难的区分,如松动,稍紧等。
改善方向:a.尽可能使用工具代替手工;b.探讨物品的松紧程度,使分解更容易。
第二类阻碍第一类动作的进行
⑴寻找:用手指或眼睛摸索对象或工具的位置。经常发生在抓取之前。常表现为用眼寻找,用手寻找以及边用手排除障碍物边用眼睛寻找的动作。这种寻找大多发生在对象或工具没有放在定位的情况下。
改善方向:a.使零件或工具预放在固定位置上,而且在作业域很方便取得之处,这是5S的好处;b.把待装的零件预放在特殊设计的容器内,可以让机器自动喂送;c.使作业条件做到目标管理,减少寻找的必要性。
⑵选择:从若干多件的相似物品中选出其中之一。经常发生在伸手之后,抓取之前。物体越类似或越小,则选择的时间越长。这种动作一般表现为,用手拨开障碍物,或轻轻抓住数件物品、丢下多余的东西等现象。“寻找”和“选择”经常同时发生,当两者之间区别不明显时,可将其作为“选择”进行分析。
改善方向:a.品质、规格完全相同的物品放在一起,就不必再选择,是5S的功用;b.微小物品,改用自动工具协助,不必费力选择。
⑶检查:将对象物与基准进行比较、检查的动作,大部分属于眼睛、神经和大脑的活动。经常发生在组合和使用之后,也可能发生在移物之后,组合或应用之前。
“检查”与与其他动作不同,当它作为手的动作延续而独立地发生时,才被作为“检查”的动作进行分析。但是并不是说手不动。当作业边用手移动物品边进行检查,或用手触摸进行检查时,我们就将这些活动作为手的动作加以分析。
改善方向:a.检讨品质要求,是否可以更粗放地检查,以减少检查时间;b.采用自动化检验仪器、工具,减少人员的检查;c.是否可以采用抽样检查的方式,减少检查次数。
⑷预定位置:重新拿好已抓好的对象物,使其保持适当的方向和态势,以便于使用。这个动作大多发生在需要精确对准,或者需多件同时对准组合和使用的情况下。
“预定位置”和“确定位置”容易混淆。通常是指“调整到可应用的方位”,发生在对象物被“抓住”之后。如,为了将手里的螺栓插入装配孔中,而改变拿的姿势。
改善方向:a.尽可能在移动物体的同时,执行预定位置;b.尽量使用自动化的装配工具,由机器自行对准,这样就不许要预定位置了。
⑸考虑:为进行下一个步骤的动作,而进行思考与研究。经常发生在组合与应用之前,有时后是检查的前后,甚至是寻找之前。
第三类不是在进行作业的动作
⑴保持:在单手进行动作的时候必须是对象物保持特定的态势,此时所做的动作就是所谓的“保持”。如果是双手同时针对一个目的物采取动作,就不能称其为“保持”。即使表面上是“保持”,实际上大多属于“不可避免的延误”。经常发生在移物或确定位置之后,使用、组合或分解的同时,或则在检验、考虑的同时。
改善方向:a.使用夹具,代替手工,释放出手的能量,去做另一工作;b.使用导具,使对象物不需扶住就可以精准加工。
⑵迟延:虽然是作业中断,但由于身体的其他部位或机械正在进行某种动作,单手或双手闲着,等待这些动作结束——这种状态就是“不可避免的延误”。它是作业方法陷入上述状态之后而发生的现象,即使说是闲着,也不一定是所谓什么也不做的状态。它也指这样一种状态,即拿着某件东西,进行理由不明确的活动。如加以改善。“迟延”常常是可以被消除的。
改善方向:a.重新设计作业方法,如人机配合程序,缩短机器或身体其他部位的动作时间也使手工等待停闲时间减少;b.借助于更自动化的设备、工具,使两手同时作业。

相关阅读: MFC平台首发原创
- 折弯自动化加工设备的新方向——数控板料折边机 FB2516A2019-12-20
- 日本制造企业的正在进行哪些智能化升级?2019-07-04
- 浅谈铝合金板冲压工艺技术2019-12-20
- 预见 2019:《中国 3D 打印产业全景图 谱》(附现状、2019-12-20
- 协易在TIMTOS2019上发布SEYI 智慧冲压解决2019-12-27
- 高功率激光切割在钣金加工领域的应用2019-12-20
声明: 本网站为冲压和钣金业内信息集合和展示平台,欢迎不同的声音和观点,为行业人士提供参考,文章并不代表MFC的观点。书面刊用本站及MFC《金属板材成形》的原创文章,必须获得MFC的书面授权;电子平台转载,则必须注明作者和出处,对于盗版、冒名和不注明出处等行为以及由此产生的负面后果,MFC保留追究的权利。
图片新闻








品牌展厅365天全天候线上展厅

推荐专题
- 一周热点
- 月点击榜
- 1金属锻造技术的起源及发展史(29)
- 2热镀锌钢板锌层冲压脱落的原因分析(29)
- 3TOX 铆接工艺在空调钣金零件加工中的应用(31)
- 4深耕服务,关爱客户,我们在行动(37)
- 5钣金折弯圆弧展开精准计算!(49)
- 6 云车间——钣金共享智造工业互联网平台(50)
- 7钢板表面涂油对冲压的影响及控制方法(56)
- 8什么是激光焊接?(60)
- 9钣金折弯半径跟板厚度之间的关系(图文对比)(64)
- 10【MFC推荐】天生无畏 卓而不凡 I D-Tube 520重载型专业激光切管机(127)


