技术解析:激光焊接5种缺陷的解决方式

凭着效率高、精度高、效果好、易于自动化集成等优势,激光焊接被广泛应用于各个行业,在工业生产制造中扮演着举足轻重的角色,包括在军事、医疗、航天、3C汽配、机械钣金、新能源、卫浴五金等行业。
但是,任何加工方式如果没有掌握好其原理和工艺,都会产生一定的缺陷或不良品,激光焊接也不例外。只有很好地了解这些缺陷,并学会如何避免产生这些缺陷,才能更好地发挥激光焊接的价值,加工出外观精美、品质优良的产品。创鑫焊接应用工程师通过长期的经验积累,总结出了一些常见焊接缺陷的解决办法,供行业同仁参考!
一、裂纹
激光连续焊接中产生的裂纹主要是热裂纹,如结晶裂纹、液化裂纹等,产生的原因主要是焊缝在完全凝固之前产生较大的收缩力而造成的,填丝、预热等措施可以减少或消除裂纹。
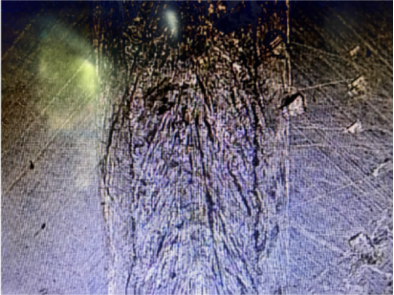
▲裂纹焊缝
二、气孔
气孔是激光焊接中较容易产生的缺陷。激光焊的熔池深而窄,冷却速度又很快,液态熔池中产生的气体没有足够的时间逸出,容易导致气孔的形成。但激光焊冷却快,产生的气孔一般小于传统熔焊。焊接前清理工件表面可减轻气孔倾向,吹气的方向也会影响气孔产生。
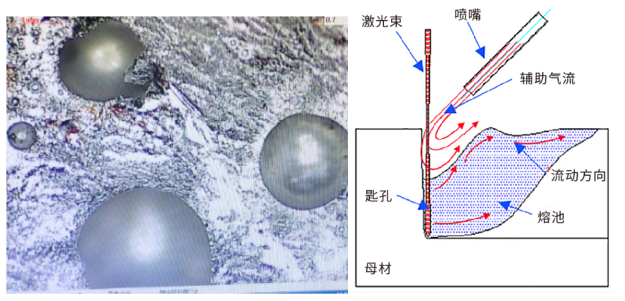
▲焊缝气孔(左)
▲焊缝形成过程(右)
三、飞溅
激光焊产生的飞溅严重影响焊缝表面质量,且会污染损坏镜片。飞溅与功率密度有直接关系,适当降低焊接能量可减少飞溅。如果熔深不足,可降低焊接速度。

▲焊接飞溅
四、咬边
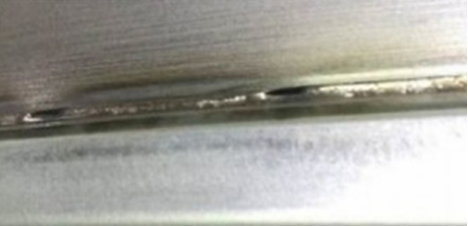
如果焊接速度过快,小孔后部指向焊缝中心的液态金属来不及重新分布,在焊缝两侧凝固就会形成咬边。接头装配间隙过大,填缝熔化金属减少,也容易产生咬边。激光焊结束时,如果能量下降时间过快,小孔容易塌陷,导致局部咬边,控制功率和速度相匹配可以很好解决咬边的产生。
五、下塌
如果焊接速度较慢,熔池大而宽,熔化金属量增加,表面张力难以维持较重的液态金属时,焊缝中心会下沉,形成塌陷和凹坑,此时需要适当降低能量密度来避免熔池下塌。
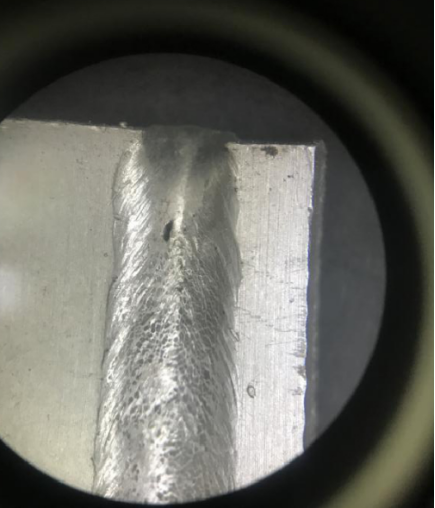
▲铝合金焊缝下塌
正确了解激光焊接过程中产生的缺陷,理解导致不同缺陷产生的原因,就能更加有针对性去解决激光焊接的焊缝异常问题。

相关阅读: MFC转载
- 折弯自动化加工设备的新方向——数控板料折边机 FB2516A2019-12-20
- 大族激光十年磨一剑20kw激光切割机在CIMT2019首发2019-12-20
- SIMM2019 金属成形区展后报道(下)2019-12-20
- SIMM2019 金属成形区展前预览2019-04-25
- 汉诺威米兰展览:促进钣金行业进步2019-12-23
- CIMES2020第十五届中国国际机床工具展览会北京5月举办2019-06-18
声明: 本网站为冲压和钣金业内信息集合和展示平台,欢迎不同的声音和观点,为行业人士提供参考,文章并不代表MFC的观点。书面刊用本站及MFC《金属板材成形》的原创文章,必须获得MFC的书面授权;电子平台转载,则必须注明作者和出处,对于盗版、冒名和不注明出处等行为以及由此产生的负面后果,MFC保留追究的权利。
图片新闻








品牌展厅365天全天候线上展厅

推荐专题
- 一周热点
- 月点击榜
- 1发展就是不断求变 ——访扬力集团总经理林雅杰(34)
- 2“有料”的灵魂万里挑一 ——HSG管切系统迭代史(35)
- 3【MFC推荐】百超折弯系统 BySoft Cell Control Bend的画图编程系统(44)
- 4MFC《金属板材成形》杂志 2024年会议活动计划(44)
- 5【MFC推荐】奔驰和宝马成立合资公司(45)
- 6热镀锌钢板锌层冲压脱落的原因分析(45)
- 7钣金折弯圆弧展开精准计算!(48)
- 8JPMH 管理(53)
- 9【MFC推荐】天生无畏 卓而不凡 I D-Tube 520重载型专业激光切管机(122)
- 10383家《江苏钣金企业行业通讯录(2021版)》面世(281)


