「MFC推荐」车身翼子板冲压工艺造型设计研究
冲压与模具工艺 发表于江苏
翼子板模具开发现状
车身翼子板产品结构复杂,兼具内、外覆盖件的全部质量特性。日本、韩国等主流汽车厂,翼子板冲压工艺设计及模具制造,都有自己专门的模具厂承接。这些专业模具厂研究翼子板工艺几十年,经验丰富、技术成熟,源于术业有专攻,只开发翼子板等关键复杂覆盖件,其他门盖类模具一般不承接。
翼子板与白车身装配用螺钉紧固连接,其外露表面及轮廓与车门外板、发动机罩外板、灯饰等匹配,其间隙与面差,取决于自身精度和白车身焊接总成精度。翼子板有许多质量特性,诸如曲面光顺性、面回弹、安装耳及安装孔的几何精度,等等,这些主机厂关注的要素,业内专家研究较多。
还有一种特性,叫隐形特性,冲压工厂最有感知、深有体会,诸如工艺结构设计欠佳或不良,造成量产不稳定,不良品率升高,安全裕度狭窄,等等,表面是模具及压力机问题,实为工艺造型所致。本文重点研究翼子板隐形特性,即冲压过程量产质量平稳性。
冲压生产过程质量稳定能力具有较强的隐蔽性,因为,主机厂接收的是合格品,一般看不到任何一件不良品和废品。翼子板调试阶段及冲压过程出现的破裂、吸颈等缺陷,只有制造和使用模具的技术人员及钳工技师在关注,并孜孜不倦地探索、改良,付出很多,但收效甚微。
因为,冲压工序件起皱、吸颈或破损率超标缺陷,本质属于产品结构及冲压工艺造型设计阶段的瑕疵或不足,只有在产品设计及工艺设计阶段才能有效解决。
冲压工艺要解决两个问题,产品结构和工艺造型问题。工艺师在分析基础上,推动产品设计结构改变,产品一旦定义,冲压工艺过程稳定性、各工序件合格率等要由工艺设计解决。冲压件的零废品率、模具免维护是模具潜在的关键质量特性,必须在工艺设计阶段赋予。
否则,模具定型、交付以后一旦出现废品率超标、频繁停机调试,欲降低废品率及免维护的空间非常狭小,甚至不能改变。除非重新制造,否则即便浪费惊人,项目也已经没有时间从头开始。
翼子板产品特征
翼子板产品结构复杂、精度要求高,图1 为翼子板产品结构,其中,前上部与灯饰匹配,前部与保险杠匹配,上部与发罩外板总成匹配,后部与车门外板匹配。
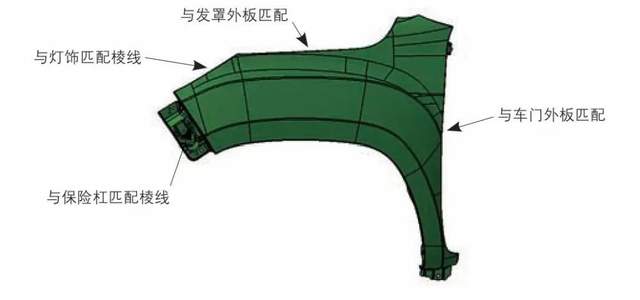
图1 翼子板产品结构
翼子板头部安装结构曲面复杂,图2 为翼子板头部安装结构,四个安装小平面相互平行,为了使安装螺钉都在一个易操作的装配方向,各小块平面之间曲面过渡,见图2(a);翼子板头部产品结构为适应保险杠匹配及横梁安装,设计落差较大,特征平面距离翼子板外表面,一般Y 向距离45~68mm,见图2(b)。
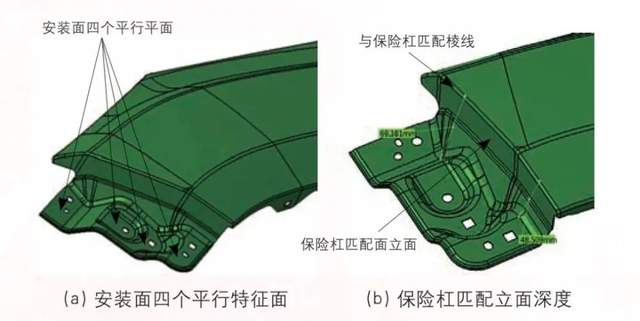
图2 翼子板头部安装结构
翼子板冲压工艺特性
翼子板头部安装面深度较深,不能一步拉延到位,如图2(b)所示,深度为48.9~69.38mm。如果拉延到位,顶部棱线及侧立面会破裂、吸颈。早期的翼子板深度较浅,修边后自由整形。整形会造成安装面起皱,皱纹被其他零件遮挡而让步接收。
近年来,主机厂对产品要求很高,安装面即使被遮挡也要符合数型且不能起皱。为适应高标准,修边不一次修净,预留整形工艺面,后工序修掉。此面由夹持面和工艺面组成,整形时,整形压件器先压紧夹持面,整形刀下降迫使工艺面材料移动,最后转变为安装面,即产品面。
有夹持面的控制,能有效减轻或消除安装面皱纹,但不是所有夹持面都能使整形十分安全,如图3 所示的整形工艺面。
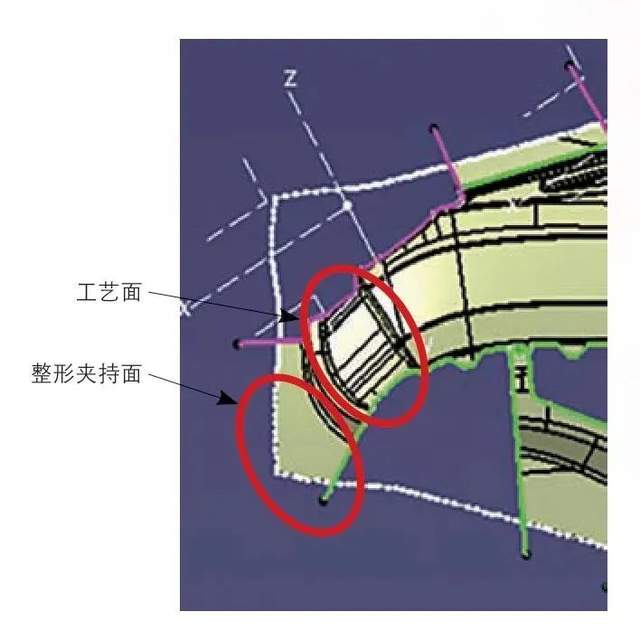
图3 整形工艺面
整形工艺面的作用
预留的整形工艺面是在拉延造型时设计,一般拉延不会出问题,只是整形时容易出现皱纹和破裂,有时极其敏感。若整形时,工艺面易出现皱纹,可适当增阻,加大夹持面压力。如果整形工序有皱有裂,证明与夹持力大小无关,属于工艺造型问题。一旦到模具调试阶段,欲通过调试优化解决,改善甚微,或不可改善,图4 所示为翼子板整形后的工艺面。
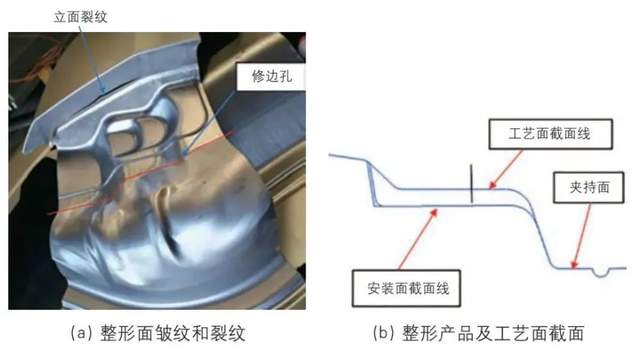
图4 翼子板整形后的工艺面
在修边线外的工艺面产生的皱纹,修边可修掉。表面上似乎不影响产品质量,其实风险很大。量产化以后,皱纹可能扩展到产品部位,因为皱纹的产生不受控。如图4(b)所示,整形镶块在工艺截面线处开始接料,下压到安装面截面线止,这一过程中工艺面移位、变形和皱纹是自由成形,理论上讲,不受控过程,皱是必然的。
整形工艺面皱纹产生机理
翼子板预留工艺面是拉延工艺设计的一部分,其结构设计既要考虑拉延平面无缺陷,更要兼顾整形序不裂不皱。预留工艺面形状是可展面或接近可展面,且面积略小于整形后产品面积。反之,出现皱或破裂,CAE 分析能够清晰地证明,如图4(a)所示,切向堆积增厚、失稳、起皱。
如图5 所示,翼子板头部拉延造型设计,整形起皱的两个原因,一是产品结构较深,不能拉延到位,二是工艺面为不可展面,储备的面积很大。
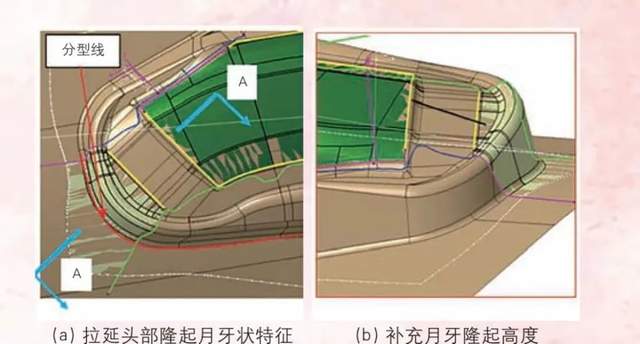
图5 翼子板头部拉延造型设计
修边线外部造型是一个不可展开的月牙状隆起曲面,如图5(b)所示,整形时板料需要流动补充,月牙隆起受拉失稳、起皱。
整形皱纹的危害
整形皱纹的危害主要有5 条。
1、模具质量培育周期较长
整形工序的不稳定性,导致模具调试工序件破裂、吸颈很敏感,反复调试降低破损率,耗时过多。
2、产品质量不稳定
起皱尽管在修边线外,但由于其不稳定性,量产后极有可能扩展到修边线或以内。CAE 验证或模具实体验证,只能就个别事件验证,难以模拟模具量产化整个寿命周期皱纹的变化趋势。
3、降低冲压生产率
批量生产,翼子板保险杠安装面皱纹和保险杠匹配立面吸颈破裂,导致停线、调试维护,生产率下降。
4、废品率较高
整形工序皱纹使进料阻力不稳定出现立面破裂或吸颈致废。
5、模具表面异常磨损
整形时皱纹不受控制,皱纹面相对模面移动,磨损模具表面,天长日久形成沟痕,模具过早损坏。
翼子板工艺面优化设计
针对上述五大危害,如何采取措施消除?
过拉延设计
与保险杠匹配的棱线R 角,一般为R3mm,不足以支持拉延。拉延造型设计扩大到R5mm ~R6mm,侧立面扩张2.0 ~2.5mm,后工序整形到产品R3mm,如图6 所示,翼子板头部拉延工艺设计(翼子板头部截面图,来源于图5(a)中的A-A 截面),图6(a)所示为翼子板头部拉延工艺设计,图6(b)所示为翼子板棱线过拉延局部放大。
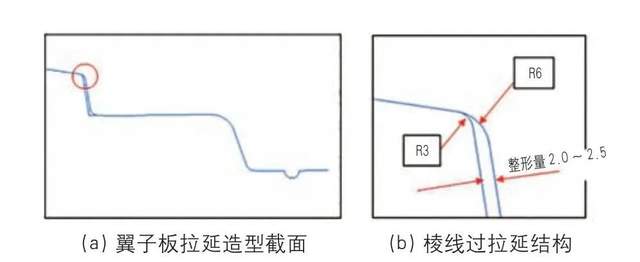
图6 翼子板头部拉延工艺设计
可展面易于流动
翼子板头部安装面结构复杂,一般预拉延成形,再整形到位。为防止安装面整形起皱,采用夹边整形。预留整形夹持面,整形后修去。
整形工艺面由夹持面、补充面和过渡面三部分构成。夹持面,即拉延压边面的一部分;补充面,即修边线外到拉延分型线的区域,该部分允许整形移动(流动)补充产品面,但不得起皱。过渡面,即保险杠安装面的工艺面,整形镶块下压、镦死,形成产品面,图7 为翼子板整形工艺面。
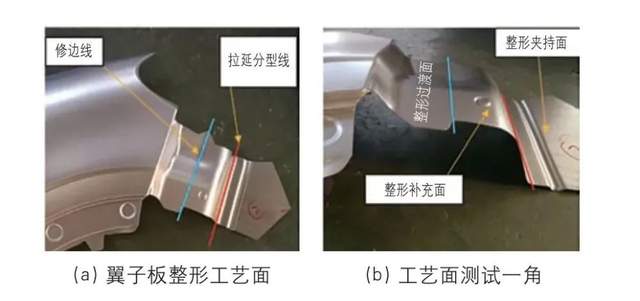
图7 翼子板整形工艺面
整形工艺面的“补充面”部分在整形镶块作用下,是沿垂直于分型线方向和冲压方向的复合位移加流变。夹持面提供适当拉力,减缓材料过快流动,防止立面和安装面皱纹产生。图7(a)为修边线和夹持面之间的补充面设计成可展面。
拉延工艺分型线取直,基本平行于翼子板与保险杠匹配棱线。如果设计成曲线,如图5(a)所示,则“补充面”为不可展面,不仅储存的面积较大,更主要的是三维曲面在夹持面拉力作用下展开失稳、起皱;起皱后的材料流动阻力增大,传递到保险杠匹配棱线及立面,增大了吸颈和破裂风险。
翼子板保险杠匹配棱线两端形成两个尖角,修边比较困难,似乎需要侧修。但由于结构过小,侧修下模刃口强度很差,因此不适宜侧修。为此,对产品型面进行局部改造,以适宜正修,改造的细微特征经整形改变。
增强保险杠匹配侧立面安全性
尽管保险杠匹配棱线R 角已做过拉延设计,可阻止或减轻吸颈及破裂。但是,为了批产安全、稳健,拉延工序需要增大侧立面角度,增强拉延工序安全裕度。侧立面与冲压方向的角度越大越能降低棱线R 角的破裂敏感性。一般这个角度宜取35°~45°,图8 为翼子板保险杠匹配立面拉延造型设计成斜面。
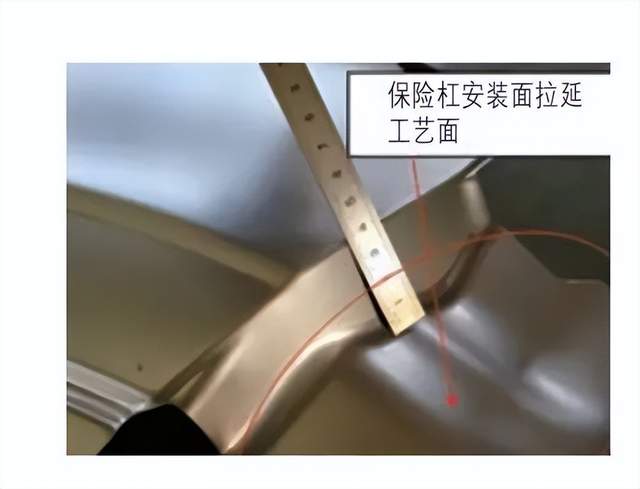
图8 翼子板安装面拉延工艺面
棱线R 角一定,组成棱线的两个面的夹角增大,材料流动阻力减小,R 角切线以外附近参与塑性变形的区域面积扩大,可以承受较大的拉力;或拉力不变,能降低板料减薄率。侧立面角度增大,同时也降低了保险杠安装过渡面的拉延深度。
降低整形风险
保险杠安装面部位见图9,翼子板保险杠安装面拉延尽可能接近产品形状,降低整形类模具自由成形的不确定性。
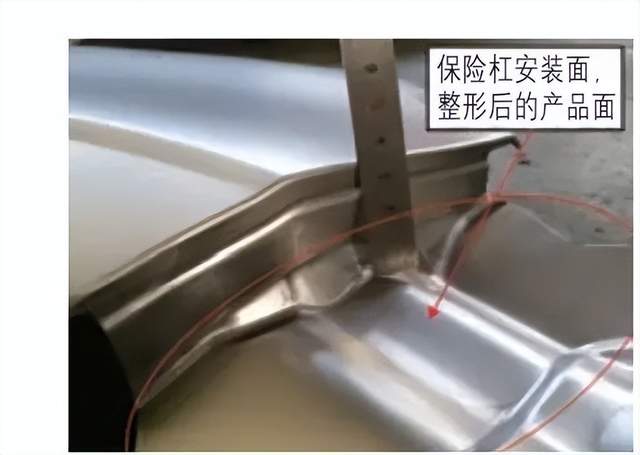
图9 保险杠安装面
翼子板头部拉延过渡面造型设计、保险杠安装面尽量接近产品面形状,会带来一个问题,就是拉延初始,上模(凹模)型面起伏较大,低点接触料较早,初始阶段会造成板料起伏不平顺,表面出现波纹,不利于产品外露面光顺性。
但是,翼子板拉延,产品各部位距离凸凹模分型轮廓较近,上模远离下死点之前,过程初始产生的不光顺有充分的机会拉开,不至于造成最终缺陷。实践证明,一款翼子板头部外露面,用油石推不出不顺痕迹,图10 为翼子板外露表面油石打磨效果,打磨痕连续,磨痕线条均匀一致。
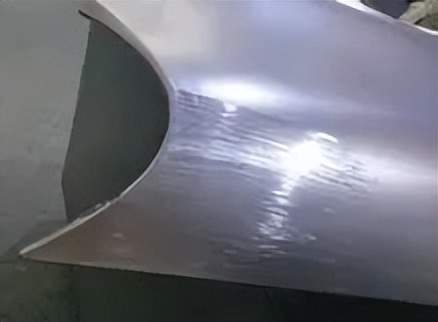
图10 翼子板外露表面油石打磨效果
翼子板表面拉延光顺,表明外板件拉延早期出现的板料不顺或皱纹,只要拉延闭合前,起皱部位型面有充分的展开机会,不至于留下“不光顺痕迹”。
所以,拉延时,翼子板头部尽可能越深越好,自由整形即使受控,依然越少越好。
翼子板整形夹持结构设计
一般整形模,设计夹持面压件器为整体式,即夹持面压件器与主压件器设计为一体。其优点是结构设计简单,缺点是不便于压力调整。此结构成功案例不少,图11 为翼子板整形整体式压件器。
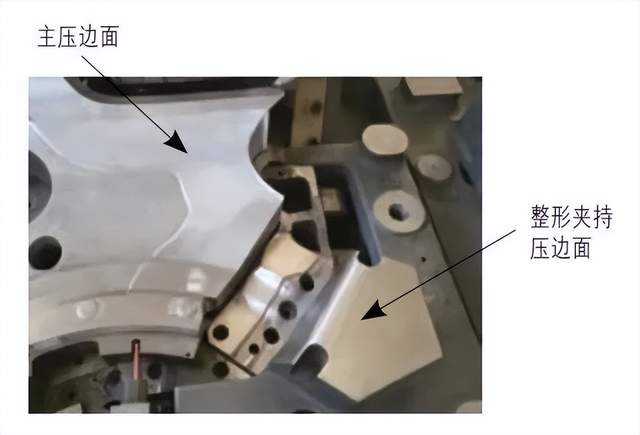
图11 翼子板整体式压件器
尽管CAE 分析软件和技术日趋成熟,但是,软件数据库收集的失效模态及其约束条件纯属理想化,因此,虚拟验证和现实模态有意想不到的差别。有些要素按照常理未必是主流因素,但是回到现实,次要因素可能就是设计成败的决定因素,恰好这个要素有时被CAE 分析忽略。
翼子板安装面预留整形,是非常典型的冲压工艺设计。业内一直把拉延作为成败的关键,因此分析一般比较到位,比如吸颈、破裂、回弹等都能够严谨对待、认真分析。但是,翼子板产品结构特别,最终成功不取决于拉延,整形工序是决定产品开发成败的关键要素。比如产品整形面回弹、扭曲、吸颈破裂等等。
整形夹持面压件器与主压件器设计成一体,有其特殊性。个例的成功有许多要素支撑,要区别对待。如果某产品整形工艺面设计最佳,CAE 分析充分,所以待到模具调试,夹持面不是成败的关键要素,因此,降低了夹持面压力的敏感性。尽管如此,还是建议采用独立压件器,便于模具调试,只是结构设计稍微复杂些。
结语
从翼子板设计之初,通过工艺造型优化设计,解决了冲压作业过程的难点及痛点,同时也为复杂车身覆盖件冲压不稳定性分析提供了新的解决思路,拉延及整形对于复杂高风险覆盖件,要统筹兼顾,仔细分析,不可偏废,即拉延较稳定,尽量多拉,整形较自由,一定少整。
免责声明:如涉及作品版权问题,请与我们联系,我们将在第一时间协商版权问题或删除内容!内容仅代表作者个人观点,并不代表本公众号赞同其观点和对其真实性负责!

相关阅读: 消息类文章
- 折弯自动化加工设备的新方向——数控板料折边机 FB2516A2019-12-20
- 普玛宝2019工厂开放日在苏州完美收官2019-12-20
- 预见 2019:《中国 3D 打印产业全景图 谱》(附现状、2019-12-20
- 协易在TIMTOS2019上发布SEYI 智慧冲压解决2019-12-27
- 大族激光十年磨一剑20kw激光切割机在CIMT2019首发2019-12-20
- MFC 行业观察2019-12-20
声明: 本网站为冲压和钣金业内信息集合和展示平台,欢迎不同的声音和观点,为行业人士提供参考,文章并不代表MFC的观点。书面刊用本站及MFC《金属板材成形》的原创文章,必须获得MFC的书面授权;电子平台转载,则必须注明作者和出处,对于盗版、冒名和不注明出处等行为以及由此产生的负面后果,MFC保留追究的权利。
图片新闻








品牌展厅365天全天候线上展厅

推荐专题
- 一周热点
- 月点击榜
- 1非常全的钣金展开计算及工艺处理方法(26)
- 2纯干货丨深度解读汽车制造四大工艺之冲压!(26)
- 3钣金折弯圆弧展开精准计算!(27)
- 4汽车车门的生产工艺过程简介(28)
- 5俄罗斯工业发展现况与未来(28)
- 6JPMH 管理(32)
- 7钣金折弯半径跟板厚度之间的关系(图文对比)(32)
- 8模具制造有什么特点?其主要特点有以下几种(36)
- 9一汽大众天津工厂决定扩产!(47)
- 10深耕服务,关爱客户,我们在行动(56)


